Plywood and Composite Wood Products National Emission Standards for Hazardous Air Pollutants (NESHAP) Residual Risk and Technology Review (RTR)
Plywood and Composite Wood Products National Emission Standards for Hazardous Air Pollutants (NESHAP) Residual Risk and Technology Review (RTR) (New Collection)
PCWP_ICR_survey_instructions_062917
Plywood and Composite Wood Products National Emission Standards for Hazardous Air Pollutants (NESHAP) Residual Risk and Technology Review (RTR)
OMB: 2060-0718
OMB Control No. ____-____
Approval Expires __/__/__
Plywood and Composite Wood Products National Emission Standards for Hazardous Air Pollutants (NESHAP)
Residual Risk and Technology Review (RTR) Survey
Instructions
This survey instruction document provides instructions for completing of the PCWP Information Collection Request (ICR). This instruction document is organized as follows:
Table of Contents
A2. Survey Spreadsheets and Scope 3
B. Confidential Business Information (CBI) 5
C. How to Submit Your Survey Response 6
C1. Submitting Your Non-CBI Response 6
D. How to Complete the Survey 9
D2. Facility Emission Point Map 9
D3. Process Data Tabs (PCWP_survey.xlsx) 11
c. Equipment Detail (EquipDetail) tab 20
d. Release Point Detail (ReleasePt) tab 27
e. Permit Limits (Permit) tab 33
f. Resin and Tank (Resin and Tank) tabs 33
g. Dryer (VeneerDry, RotaryDry, TubeDry, ConvDry, LKiln, and DFDryFuel) tabs 34
h. Fiberboard and Hardboard Equipment (FB_HB) tab 36
i. Press and Board Cooler (Press, BC, and EWPPress) tabs 36
j. Other Equipment (OtherEquip) tab 37
k. Control Devices (APCD) tab 38
l. Startup, Shutdown, Malfunction (SSM) tab 41
m. Miscellaneous Coatings (MiscCoat) tab 41
D4. Emissions Data (PCWP_survey.xlsx and PCWP_CEMS.xlsx) 43
a. Emissions Tests (EmTest) tab 43
b. Emissions Estimates (HAP Emissions) tab 46
c. CEMS data (PCWP_CEMS.xlsx) 55
Appendix 1A. Documentation of True Area Source, Non-Operational, or Non-Applicable Status 57
Appendix 1B. Documentation of Synthetic Area Source Status 58
Appendix 2. Process Units to Include in the PCWP Survey Response 59
Appendix 3. Previous Emissions Test Reports Requested 60
Appendix 4. Acronyms and Abbreviations 62
Appendix 5. Checklist of Materials to Submit with Your Survey Response 64
Appendix 6A. CEDRI Upload Instructions 65
Appendix 6B. Instructions for CEDRI Registration Through CDX 69
Appendix 7. Plywood and Composite Wood Products NESHAP Definitions 85
Appendix 8. Industry Source Classification Codes 95
Appendix 9. List of Hazardous Air Pollutants 106
Appendix 10. Resources for Estimating Emissions 109
A. Introduction
A1. Survey Applicability
The Plywood and Composite Wood Products (PCWP) industry information collection request (ICR) is a survey that applies to facilities that are major sources or synthetic area sources of hazardous air pollutant (HAP) emissions that produce PCWP or kiln-dried lumber or are otherwise subject to the National Emission standards for Hazardous Air Pollutants: Plywood and Composite Wood Products, 40 CFR part 63, subpart DDDD (hereafter referred to as the “PCWP NESHAP”). The following types of facilities must respond to this ICR:
PCWP manufacturing facilities that produce:
Softwood plywood and/or veneer,
Hardwood plywood and/or veneer,
Oriented strandboard (OSB),
Particleboard,
Hardboard,
Fiberboard,
Medium density fiberboard (MDF) or related products such as high density fiberboard (HDF) or thin high density fiberboard (THDF),
Engineered wood products such as laminated veneer lumber (LVL), laminated strand lumber (LSL), parallel strand lumber (PSL), wood I-joists, or glue-laminated beams, or
Kiln-dried lumber
Lumber manufacturing facilities that produce:
Kiln-dried lumber
This survey is limited to sources that are major or synthetic area sources which are described as follows:
“Major source” means any stationary source or group of stationary sources located within a contiguous area and under common control that emits or has the potential to emit considering controls, in the aggregate, 10 tons per year or more of any hazardous air pollutant or 25 tons per year or more of any combination of hazardous air pollutants, unless the Administrator establishes a lesser quantity, or in the case of radionuclides, different criteria from those specified in this sentence.
A “synthetic area source” is a stationary source which is subject to federally-enforceable conditions that limit its potential to emit to below major source thresholds.
Certain facilities are not required to complete the PCWP survey. You received this survey because EPA records indicate the PCWP NESHAP is applicable to your facility or your facility is a synthetic area source. If your mill meets one of the following conditions, then you should complete the exemption form titled “Documentation of True Area Source, Non-Operational, or Non-Applicable Status” in Appendix 1A of this instruction document and email it to John Bradfield at EPA (contact information is provided on the form). You are required to complete this survey unless you meet one of the three exemption criteria listed below. Conditions for exemption from the PCWP survey are as follows:
Your facility is not a major source or synthetic area source of HAP emissions, or
Your facility was not operational in 2016, remains closed, and does not have an active operating permit, or
Your facility is not a PCWP manufacturing facility as defined in the PCWP NESHAP at 40 CFR 63.2292. The definition is as follows:
Plywood and composite wood products (PCWP) manufacturing facility means a facility that manufactures plywood and/or composite wood products by bonding wood material (fibers, particles, strands, veneers, etc.) or agricultural fiber, generally with resin under heat and pressure, to form a panel, engineered wood product, or other product defined in §63.2292. Plywood and composite wood products manufacturing facilities also include facilities that manufacture dry veneer and lumber kilns located at any facility. Plywood and composite wood products include, but are not limited to, plywood, veneer, particleboard, molded particleboard, oriented strandboard, hardboard, fiberboard, medium density fiberboard, laminated strand lumber, laminated veneer lumber, wood I-joists, kiln-dried lumber, and glue-laminated beams.
Completion of the survey is not required if your facility was not operational in 2016 and remains closed but still has an active operating permit. Closed facilities that maintain an active operating permit will be included in the EPA’s residual risk modeling based on the emissions allowed under their operating permit. Such facilities are asked in Appendix 1A to provide a copy of their active operating permit for the EPA to use in developing emission estimates for input into the risk model.
If your facility is a synthetic area source, then you should complete the form titled “Documentation of Synthetic Area Source Status” in Appendix 1B of this instruction document and email it to John Bradfield at EPA (contact information is provided on the form). As noted in Appendix 1B, you are also asked to submit a valid operating permit and, if applicable, any stack test report(s) for air emissions testing used to verify HAP emissions qualify for synthetic area source status.
A2. Survey Spreadsheets and Scope
This survey is to be completed in Microsoft Excel© spreadsheet format that is divided into worksheets or “tabs” within the spreadsheet. Facilities submitting the forms in Appendix 1A or Appendix 1B are not required to complete the survey spreadsheet. There are two spreadsheets to be completed: (1) PCWP_survey.xlsx for all major source facilities, and (2) PCWP_CEMS.xlsx for all major source facilities operating continuous emissions monitors. Blank copies of the survey spreadsheet can be downloaded from: (WEB SITE TO BE DEVELOPED). You must complete the worksheet tabs that are relevant to the type facility you operate. Table 1 below denotes which survey spreadsheet tabs to complete depending on the products you manufacture. A separate column denotes which worksheets are required for facilities that manufacture PCWP versus lumber facilities that do not otherwise produce PCWP.
Table 1. Survey Worksheets (“tabs”) to Complete
Spreadsheet tab full name |
Spreadsheet tab abbreviation |
What types of PCWP facilities complete this tab? |
Do lumber facilities with kilns complete this tab? |
PCWP_survey.xlsx |
|||
Mill |
Mill |
All PCWP facilities |
Yes |
Products |
Prod |
All PCWP facilities |
Yes |
Equipment Detail |
EquipDetail |
All PCWP facilities |
Yes, for lumber kilns only |
Release Point Detail |
ReleasePt |
All PCWP facilities |
Yes, for lumber kilns only |
Permit |
Permit |
All PCWP facilities |
Yes, for lumber kilns only |
Resins |
Resin |
All PCWP facilities applying adhesive. Veneer-only facilities do not need to complete this tab. |
|
Tanks |
Tank |
All PCWP facilities applying resin. Veneer-only facilities do not need to complete this tab. |
|
Veneer Dryer |
VeneerDry |
Plywood, veneer and LVL mills that operate veneer dryers |
|
Rotary Dryer |
RotaryDry |
Particleboard, OSB and any other PCWP facility using a rotary dryer |
|
Tube Dryer |
TubeDry |
MDF, hardboard and any other PCWP facility using a tube dryer |
|
Conveyor Dryer |
ConDry |
OSB, LSL, and any other PCWP facility using a conveyor dryer |
|
Fiberboard-Hardboard Units |
FB_HB |
Fiberboard and hardboard mills |
|
Lumber Kilns |
LKiln |
PCWP facilities with lumber kilns |
Yes, for lumber kilns only |
Direct Fired Dryer Fuel |
DFDryFuel |
Any PCWP facility with a direct-fired dryer |
Yes, for direct-fired lumber kilns only |
Press |
Press |
Any PCWP facility that uses a hot press |
|
Board Coolers |
BC |
Particleboard, MDF and any other PCWP facility using a board cooler |
|
Engineered Wood Press |
EWPPress |
LVL, LSL, PSL, glulam, I-joist or any other PCWP facility using an engineered wood press |
|
Other Equipment |
OtherEquip |
PCWP facilities with digesters, refiners, blenders, formers, sanders, saws, panel trim chippers, or log vats. |
|
Control Devices |
APCD |
Any PCWP facility with pollution control equipment |
Yes, for lumber kiln control devices only (if applicable) |
Startup, Shutdown & Malfunction |
SSM |
Any PCWP facility for which an SSM plan was developed under the PCWP NESHAP |
|
Miscellaneous Coatings |
MiscCoat |
All PCWP facilities applying a coating, including miscellaneous coating as defined in the PCWP NESHAP |
|
Wastewater |
WW |
Any PCWP facility that treats wastewater generated at the plant |
|
Emission Tests |
EmTest |
All PCWP facilities |
Yes, for lumber kilns only |
HAP Emissions |
HAP Emissions |
All PCWP facilities |
Yes, for lumber kilns only |
Certification |
Certification |
All PCWP facilities |
Yes |
PCWP_CEMS.xlsx |
|||
CEMS data |
CEMS, CEMS3hr, or CEMS24hr |
Facilities operating CEMS measuring THC, PM, CO or HAP on process units listed in Appendix 2 to this document |
|
This survey asks questions about the process units listed in Appendix 2 of this document. Section D of this document, How to Complete the Survey, explains how to treat various configurations of process units (e.g., multiple process units venting to the same pollution control device stack). Appendix 3 of this survey contains a table of pollutants for which stack test reports from previously conducted emissions test measurements are requested. Appendix 4 provides a list of acronyms and abbreviations used throughout this instruction document and the survey spreadsheets.
Please complete the survey for the facility listed in the CAA section 114 letter you received in the mail. If you received more than one CAA section 114 letter for multiple facilities in your company, you must create a separate survey response for each facility. Your survey response for each facility will be comprised of the survey spreadsheet(s) and other documentation requested throughout these instructions. Appendix 5 contains a checklist of materials to be provided with your response.
Only one spreadsheet may be used for each facility with a unique Federal Registry System (FRS) identification number (ID). If your manufacturing site has collocated facilities producing multiple PCWP (e.g., your site produces both particleboard and softwood plywood but has one FRS ID) you would submit one survey spreadsheet containing both facilities. Alternatively, if each of the PCWP category facilities at the manufacturing site operates under its own title V permit or has its own FRS ID, you would submit one survey spreadsheet per title V-permitted facility. Relevant IDs for your facility, including the 12-digit FRS ID used in EPA systems and shorter ICR ID assigned specifically for this PCWP project are included in the letter your facility received to request completion of this survey.
Use the 2016 calendar year as the base year for all survey responses (e.g., 2016 capacity, 2016 equipment configurations, 2016 HAP emissions inventory, etc.), except where other years are specified in the instructions (e.g., for submittal of previously-conducted emissions test data).
Note: If 2016 is not a representative year because the facility recently submitted a permit application or received a permit for equipment modifications that impact emissions, then you may provide post-project projections of your operations instead of 2016 information, provided that you note in the “comments” columns in the appropriate tabs throughout the survey that you are providing projected information. Alternatively, if your project is not far enough along to be included in your ICR response, it is acceptable to provide 2016 information and use the “comments” columns to note planned configuration changes that impact emissions. Regardless of the base year you choose, the equipment information, emissions release parameters, and emission estimates provided throughout the ICR response must be consistent.
Note that the information submitted by a facility is not intended for a compliance assessment. If actual data are not available, the facility should provide the best engineering estimates where appropriate. In addition, it is not the intent of the EPA to use this data to confirm data/information submitted in the facility’s Toxic Release Inventory (TRI) or other regulatory required reports. It is understood that data submitted in this survey could vary due to the nature of the questions.
B. Confidential Business Information (CBI)
The EPA’s procedures for handling confidential business information (CBI) are described in the letter (and attachments) accompanying the ICR. If you believe that providing any specific information to us would reveal a trade secret, please identify this information clearly in your spreadsheet response by shading the spreadsheet cell containing the CBI with red highlight and indicating in the red block at the top of each worksheet that the tab contains information you believe is CBI. (You will find the red highlighting and red CBI block at the top of the worksheet helpful when you separate your claimed CBI data from non-CBI data for submittal as indicated in Section C2 below). Also, please clearly label any flow diagrams or other attachments submitted with your survey that contain claimed CBI. However, please do not label your entire response as CBI. Only label portions of your survey response that include information you believe contains trade secrets. The EPA is likely to follow up with a request for validation of CBI claims for facilities claiming large amounts of information as trade secrets, especially information that is readily reported by other facilities without such claims or that is otherwise publicly available. The following information is generally not regarded by the EPA as CBI:
General contact information. On the attached spreadsheet, this information is in the Mill worksheet of the PCWP_survey.xls file.
Emission tests and emission data.
Continuous emissions monitoring data.
C. How to Submit Your Survey Response
If your response to this information collection request includes data with a claim of CBI, you should follow the instructions in this section to ensure the protection of your data. Please note that if you submit claimed CBI, you will be separating your data into two portions and sending your data to the EPA using two different procedures.
C1. Submitting Your Non-CBI Response
Follow these instructions for the non-CBI portions of your survey response (or for responses that are entirely non-CBI.)
After you have completed and reviewed your survey response, sign and date the certification tab in the survey spreadsheet. Remove the claimed CBI components1 from your survey as instructed in Section C2, leaving only the red shading and replacing the claimed CBI data with the letters “CBI.” Assemble the Excel® spreadsheet(s) containing the non-CBI portions of your completed response, non-CBI flow diagrams, emission test reports, and any other electronic non-CBI attachments. Assemble any non-CBI hard copy attachments to your survey (such as flow diagrams, test data, air emissions modeling reports, etc.). Electronic copies of attachments are preferred in lieu of hard copies. A checklist of materials to be provided with your response is included in Appendix 5.
CEDRI Upload (Preferred): Upload your non-CBI materials into the EPA’s Compliance and Emissions Data Reporting Interface (CEDRI) following the instructions in Appendix 6 by [Insert Date 120 Days after ICR Mailout]. Do not upload CBI into CEDRI. All CBI must be mailed separately to Ms. Purifoy as explained in Section C2.
Optional Disk Mail-in: If you would prefer to mail your ICR response to the EPA instead of using CEDRI, please save the non-CBI portions of your response on a disk (CD or DVD) or flash drive. Please clearly label and mail the non-CBI disk (or flash drive) and any non-CBI hard copy materials in one envelope postmarked to the EPA at the address specified below by [Insert Date 120 Days after ICR Mailout]. (Note: If the spreadsheet/diagrams/attachments contain claimed CBI, use the address for Ms. Purifoy provided in Section C2 of this document.)
U.S. Environmental Protection Agency
Office of Air Quality Planning and Standards
U.S. EPA Mailroom (E143-03)
Attn: John Bradfield
109 T.W. Alexander Drive
Research Triangle Park, NC 27711
The EPA recommends sending your non-CBI files via Registered U.S. Mail with a return receipt requested, Federal Express, or any other method for which a receipt signature is required.
C2. Submitting Claimed CBI
Follow these instructions for any portion of your survey response that contains claimed CBI. The deadline for submittal of the CBI portion of your response is the same as the deadline for the non-CBI submittal (i.e., [Insert Date 120 Days after ICR Mailout]). Though not recommended, should you claim your entire response CBI, it must be postmarked and mailed to the EPA following the instructions in this section by [Insert Date 120 Days after ICR Mailout].
Please create two separate versions of your spreadsheet response. The confidential copy of your spreadsheet would retain the red highlighted CBI data in the survey spreadsheet as shown in Example 1 below. You should create a separate non-CBI version of your response by redacting the confidential data in the red shaded cells and entering “CBI” instead. This non-CBI version would appear as Example 2 and would be submitted to the address in Section C1 above.
Example 1: Example showing CBI portion of response:
Example 2: Example showing non-CBI response after removal of CBI:
Please create and label a separate flash drive or disk containing the claimed CBI portion of your data. Include on the CBI disk the confidential version of your spreadsheet response. You should also include any flow diagrams or pages of other attachments to your survey response containing claimed CBI, with the claimed CBI portions of the diagrams/pages clearly marked (e.g., highlighted or circled). Clearly mark the confidential disk with the words “Confidential Business Information” and send only these claimed CBI files under separate cover to one of the two addresses below.
For the security of your data, the EPA recommends sending your confidential files to Ms. Purifoy via Registered U.S. Mail with a return receipt requested, Federal Express, or any other method for which a receipt signature is required.
Please use the address below for CBI sent via U.S. postal service:
Ms. Tiffany Purifoy
Government Information Specialist (C404-02)
ATTN: PCWP Manufacturing RTR (Project #279)
Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency
Research Triangle Park, NC 27711
Please use the address below for CBI sent via commercial package carriers, such as FedEx and UPS:
Ms. Tiffany Purifoy
Government Information Specialist (C404-02)
ATTN: PCWP Manufacturing RTR (Project #279)
Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency
4930 Old Page Rd.
Research Triangle Park, NC 27709
DO NOT ELECTRONICALLY TRANSMIT CLAIMED CONFIDENTIAL BUSINESS INFORMATION TO THE EPA. E-mail and facsimile are not secure forms of communication and should never be used to transmit claimed CBI. Similarly, do not upload CBI into CEDRI.
D. How to Complete the Survey
As noted previously, your survey response will consist of completed Microsoft© Excel® spreadsheets (PCWP_survey.xlsx and PCWP_CEMS.xlsx), flow diagrams, test reports, and other materials. A checklist of materials to be provided with your response is included in Appendix 5.
You must complete certain tabs of the PCWP_survey.xls spreadsheet file depending on the type of facility you operate as shown in Table 1 above. The instructions in Sections D3a through D4b below will guide you through completion of the PCWP_survey.xls spreadsheet.
Complete the PCWP_CEMS.xlsx spreadsheet following the instructions in Section D4c if you have continuous emissions monitoring data to submit.
The spreadsheets will be used by the EPA to construct a nationwide data base of responses from all PCWP facilities. The spreadsheets have been designed and locked with features to reduce data entry time and ensure the data are provided in the most consistent and quality-assured manner possible. The beginning of Section D3 describes key features of the spreadsheets.
D1. Flow Diagrams
Please provide a process flow diagram (or diagrams) showing the equipment listed in Appendix 2.
Readily available block flow diagrams (e.g., such as those used for permit applications) will suffice. Electronic or hard copies are acceptable. You need not prepare any new flow diagrams unless you currently do not have diagrams that adequately represent your facility. It is acceptable to hand-mark changes on an older diagram that may no longer be completely reflective of current operations.
How detailed must my diagram(s) be? The EPA will use
the diagram(s) to aid in understanding the general facility flow and
any unique characteristics in the facility layout. It is not
necessary to show every single vent of every process unit on the
diagrams. However, the diagram should provide enough information so
it is clear how emissions are collected and controlled.

D2. Facility Emission Point Map
The EPA is requesting that each facility provide a facility emission point map. This map should be an aerial view of the facility and at a minimum, should clearly indicate the Emission Release Point ID and location of each emission point expected to emit HAP from process units listed in Appendix 2. The locations of the emission points provided in the map should correspond with the coordinates (longitude and latitude) for the Emission Release Point IDs required to be provided in the Release Point (ReleasePt) tab described in Section D3d. These coordinates are used for residual risk modeling; specifying coordinates for each Emission Release Point ID improves the accuracy of the risk modeling. Creating the emission point map assures that the coordinates provided are correctly positioned on the facility property.
Although optional, it would also be helpful if the facility fence-line (property boundary) is indicated on the map. If you choose to do so, you may also indicate the length and width parameters for fugitive area and volume sources (i.e., draw a rectangle on the map that corresponds to the lengths and widths described in Section D3d of these instructions). The EPA will use the release point map to answer any questions that arise from the risk modeling. Having a map showing the emission points and property boundary will usually allow the EPA to resolve questions about the location of emission releases or nearby human receptors without having to follow-up with the facility to ask questions.
See Figure 1 for an example of a facility emission point map without the optional features of the facility fence-line and length and width parameters. The numbers shown in Figure 1 are the Emission Release Point IDs. The yellow circles denote point sources, the red squares denote the midpoint coordinates for fugitive area sources, and the blue stars denote the center of a fugitive volume source.
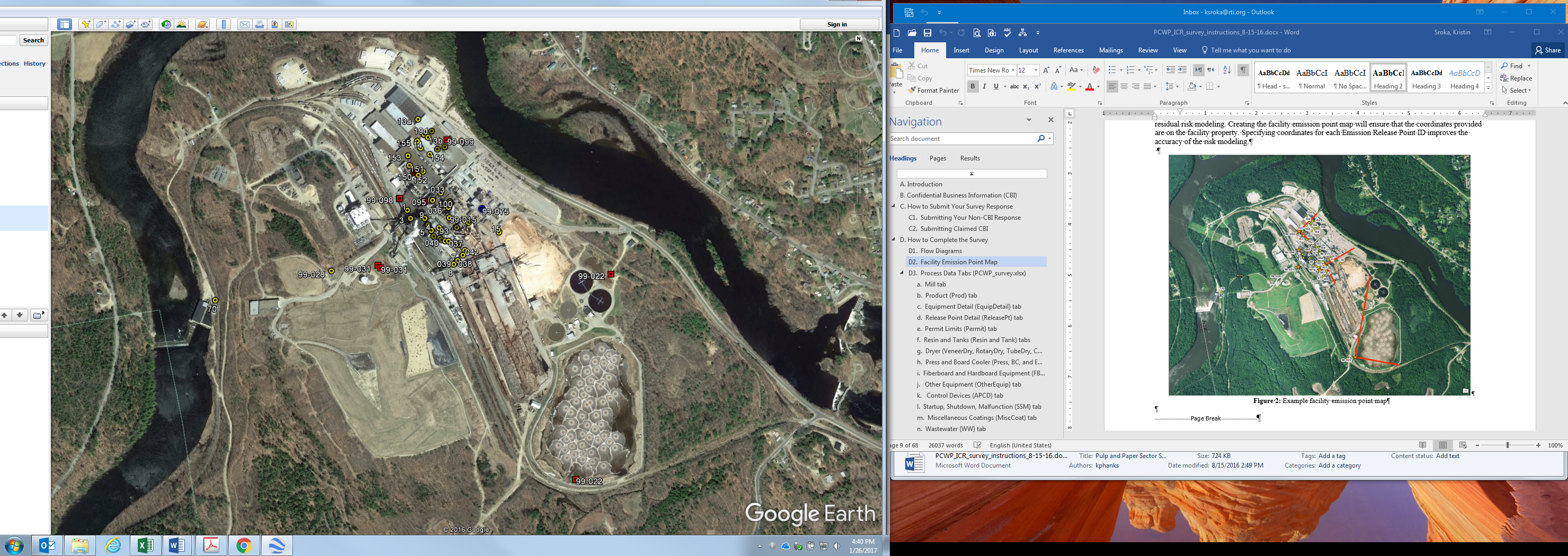
Figure 1: Example facility emission point map
D3. Process Data Tabs (PCWP_survey.xlsx)
In this portion of the survey, you are asked to add data to the various tabs in the PCWP_survey.xlsx spreadsheet (Mill, Prod, etc.). Many of the instructions you need for completing the survey tabs are included in the “Instruction” row of each tab in the PCWP_survey.xlsx spreadsheet. Additional information is provided in this document to account for common situations and to provide information on how the data will be used by the EPA.
You will enter data into the white (unshaded) cells of the spreadsheets. Cells where data entry is not permitted are locked to prevent inclusion of data outside of the area that will be incorporated into the EPA’s data base of responses. Gray shaded columns are prepopulated based on inputs from previous worksheets. The spreadsheets contain drop-down menus for common entries. The drop-down menus are indicated by the triangle that appears next to the cell when clicked. Figure 2 provides a screen shot with annotations illustrating the spreadsheet format.
Tab completion order. Refer to Table 1 in Section A2 to determine which of the PCWP Process tabs you will need to fill out for your facility. The tabs are organized by process unit type.2 If your facility does not operate a process covered by the tab, ignore that tab.
It is very important that you work through the spreadsheet tabs moving from left to right, beginning with the Mill tab because many survey tabs will contain prepopulated data from other tabs completed previously. A few columns of data that you supply include notations in bold in the spreadsheet “Instruction” row to indicate that these columns contain data that will be used to prepopulate other tabs of the ICR.
As you work through the spreadsheet, you may realize that you do not have the information in front of you that you need to answer certain detailed questions. The general instruction to work through the spreadsheet from left to right does not necessarily mean that you must answer every question on a tab before you may move forward. However, there are certain fields that should be completed at a minimum to ensure that the data prepopulate correctly throughout the spreadsheet. The left side of Table 2 shows the fields on each tab that must be completed before moving on to the tabs on the right side of Table 2.
Table 2. Completion Order for PCWP_survey.xlsx spreadsheet
Complete… |
|
Before you complete… |
Tab Name |
Field |
Tab Name |
Mill |
|
All |
Prod |
|
EquipDetail, Resin, Tank, BC, EWPPress, APCD, MiscCoat, EmTest |
|
|
EquipDetail, Resin, Tank, VeneerDry, RotaryDry, TubeDry, ConvDry, Press, EmTest |
|
|
Resin |
EquipDetail |
|
ReleasePt, Permit, Tank, VeneerDry, RotaryDry, TubeDry, ConvDry, FB_HB, LKiln, DFDryFuel, Press, BC, EWPPress, OtherEquip, SSM, EmTest, HAP Emissions |
|
|
ReleasePt, Permit, VeneerDry, RotaryDry, TubeDry, ConvDry, FB_HB, DFDryFuel, Press, OtherEquip, APCD, SSM, EmTest, HAP Emissions |
|
|
OtherEquip |
|
|
APCD |
|
|
APCD, HAP Emissions |
|
|
ReleasePt, EmTest, HAP Emissions |
|
|
HAP Emissions |
|
|
Permit |
Release Pt |
|
HAP Emissions |
Resin |
|
Tank |
VeneerDry |
|
HAP Emissions |
RotaryDry |
|
HAP Emissions |
TubeDry |
|
HAP Emissions |
ConvDry |
|
HAP Emissions |
FB_HB |
|
HAP Emissions |
LKiln |
|
HAP Emissions |
DFDryFuel |
|
HAP Emissions |
Press |
|
HAP Emissions |
BC |
|
HAP Emissions |
EWPPress |
|
HAP Emissions |
OtherEquip |
|
HAP Emissions |
Regardless of the presence or absence of prepopulated information in other tabs, you should carefully review the list of tabs in Table 1 of this instruction document to determine which tabs are relevant and required to be completed for your facility.
Also, as you work through the spreadsheet from left to right, if you determine that you need to return to a tab to make adjustments, it is suggested that you review the subsequent tabs that may be affected by the change (see Table 2 for guidance regarding which tabs may be affected based on the field you change). Please be aware that adding a process unit or changing its process unit type in the EquipDetail tab after completing subsequent tabs can cause information entered into the white cells in subsequent tabs to misalign with the prepopulated process units. Reviewing subsequent tabs after making a change will allow you to catch and correct the information. Adding units at the end of the process unit list in the EquipDetail tab should also prevent these issues.
Drop-down menus. The spreadsheet contains drop-down menus that function best in Excel® version 2010 or higher. See the box below if you have an older version of Excel. Use these drop-down menus whenever possible.
Some columns with drop-down menus allow you to write in information if your selection is not contained in the drop-down menu, while others require use of the drop-down menu choices. Selections appearing as “Other: {specify}” indicate that you may write in a site-specific response in place of the word {specify}. For example, your written-in response may be “Other: use a unique low-emitting material.”
Note: By default, only eight (8) drop-down menu choices are visible on the screen at one time, so you may need to scroll up or down in the menu to find your choice. If you encounter a menu that appears blank, try scrolling up to see if the choice appears.
What if I do not have Excel® 2010 or
higher? Users without a
recent version of Microsoft Excel (2010 or later), including those
on Mac or Linux computers may want to use LibreOffice
(http://www.libreoffice.org) to open the ICR Workbook. LibreOffice
is open source and available without cost. Detailed installation
instructions are available at
https://www.libreoffice.org/get-help/install-howto/. Once the
LibreOffice suite has been installed, you may use LibreOffice Calc
to open the ICR workbook. If you choose to use LibreOffice Calc,
please keep the ICR spreadsheet in Excel format (xlsx) when saving
your changes (i.e., do not change to LibreOffice format if prompted
during the save).
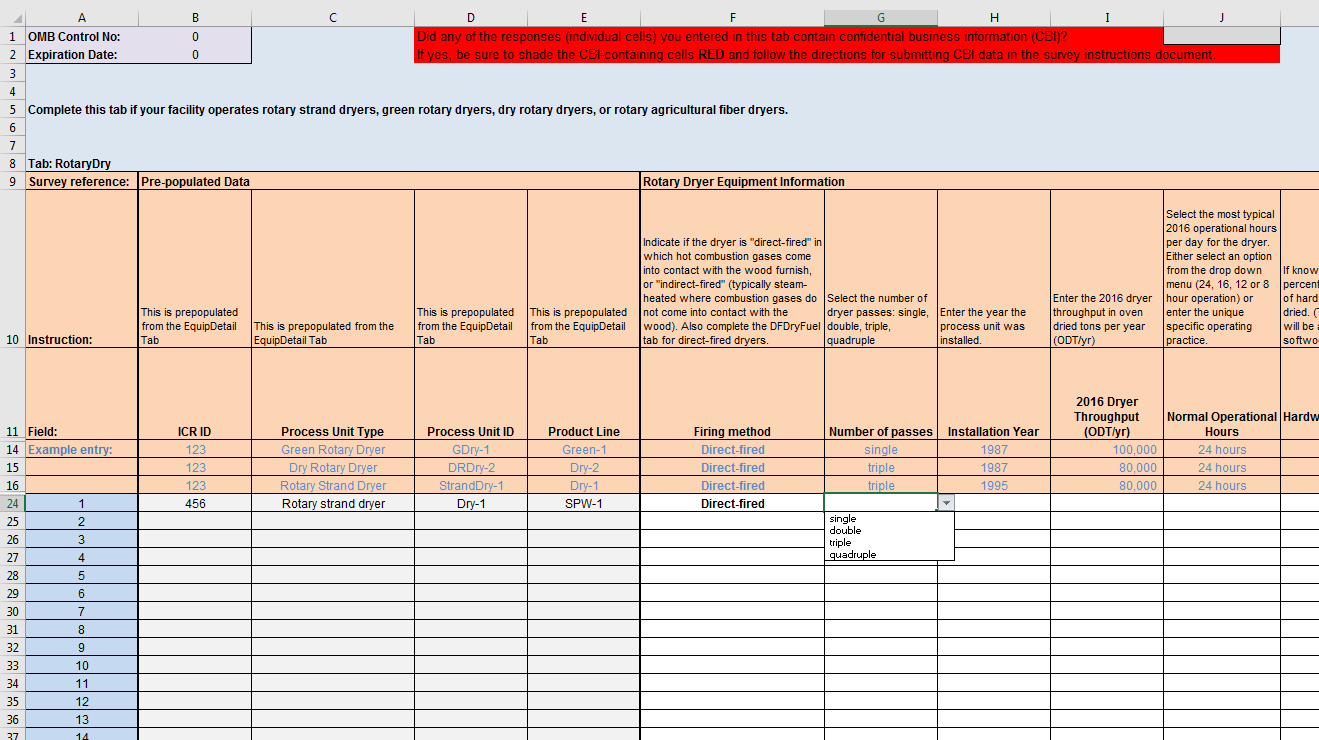
Figure 2: Screenshot of survey shading
Adding Comments. A “comments” column is included to the right of each spreadsheet should you wish to supply any comments on the information provided. Please use the “comments” column for any notes. In-cell pop-up comments have been disabled in the locked spreadsheets because they will not transfer into the EPA’s data base designed to house the PCWP survey information.
In addition to the drop-down menus, other data validation criteria are included in many of the spreadsheet cells. For example, many cells require entry of 255 characters or less to ensure there are no truncation issues when the data are imported into the EPA’s data base. If you receive an error message for responses exceeding 255 characters, use the comments column to continue your response. Cells with production rate units such as (MSF/yr) will also provide a warning if values lower than expected are entered to help prevent facilities from entering million square feet when the required units are thousand square feet.
Identification numbers. Several IDs are requested throughout the PCWP survey response spreadsheet(s), including:
ICR ID
FRS Site ID
Process Unit ID
Emission Release Point ID
APCD_ID
As noted in Section A2 above, the ICR ID and FRS Site IDs are used to identify your facility. The ICR and FRS IDs may be found in the letter that you received from the EPA instructing you to complete this survey.
The Process Unit IDs, Emission Release Point IDs, and APCD_IDs are identifiers for each process unit (e.g., dryer), emission release point (e.g., dryer stack), and air pollution control device (APCD) (e.g., a wet scrubber). One option for creating these IDs is to use IDs from your permit. regardless of the IDs you specify, it is imperative that you use the same IDs to describe the same facility, equipment/process unit, and emission release point throughout all parts of this survey.
A number of PCWP facilities may have some emissions estimates in the most recent version of the EPA’s National Emission Inventory (NEI). The EPA is requesting more recent emission estimates in this ICR, specifically for HAP. This ICR has been designed to facilitate compilation of a nationwide PCWP emissions inventory designed specifically for the residual risk modeling required by the Clean Air Act. However, NEI data are available at [WEB SITE TO BE DEVELOPED] if you would like to review, update, and use the information available for your facility. If HAP data are included in the NEI for your facility, the NEI data base may provide Process Unit IDs, Emission Release Point IDs, and other information that you may wish to use as a starting point as you complete your PCWP ICR response. You are not required to use the NEI data for your facility.
Supplying process data. In several parts of the survey, the EPA requests production, throughput, capacity, operating hours and related process information. Unless otherwise specified, the EPA is seeking nominal or typical operating rates that can be used by the agency to compare the relative size of facilities or process units. The EPA is interested in capacity values that would be used for estimating emissions (for example, values used in your permit application). We are not interested in maximum capacity values for each piece of equipment outside of the constraints of the production process within which it is located. You may use the press line nominal capacity (throughput) for all equipment in the press line.
Similarly, several questions in the spreadsheet ask for process parameters such as exhaust flow rate (ACFM), temperature, etc. Unless otherwise specified, typical values are requested, and are subject to the respondent’s discretion. For example, if you measure a particular parameter with an online meter and you have data available for most operating hours of the year, then you may choose to supply an annual average for the parameter. However, if the parameter is only measured periodically, then you may want to provide the most recent measurement.
What if I do not know or have the information to answer a survey
question? There may be
survey questions that you do not know the answer to, or for which
information is not readily available. The following codes may be
used: Unknown (UK): If
you do not have the requested information, cannot obtain the
information without extraordinary effort, and cannot provide a
reasonable estimate, then you may enter “UK” for
unknown. Not Applicable
(NA): If a question is not applicable to your operations, then you
may enter “NA” for not applicable. Blanks: You may
also leave obviously inapplicable questions blank. Survey
respondents are reminded that their certification of the accuracy of
their response includes a certification that any identification of
information as “unknown” or “not applicable”
is accurate. Further, survey respondents providing an excessive
number of responses as “UK,” “NA” or blank
are likely to receive scrutiny and follow-up inquiries from the EPA
related to their survey response.
Caution! If you choose to copy information from another
source or from another location within the ICR spreadsheet, you MUST
paste the data as values only following the steps below. Failure to
do so may override programming and formatting needed for the ICR
spreadsheet to work correctly. Copy the desired data from the
other source. Select the first cell of the
ICR spreadsheet into which you plan to paste the data. Right click and select “Paste
Special.” Select “Values.” Note: It is recommended that you
copy and paste small amounts of data at one time until you are sure
that the data you are pasting are being inserted into the correct
cells and meet all the data validation criteria for those cells.
a. Mill tab
Complete the columns following the instructions provided in the “Instruction” row. Your response in the Mill tab will consist of one row of data. These data will be used by the EPA to characterize your facility and identify applicable regulations.
Facility identifiers. Enter your ICR ID and FRS ID in the appropriate column. These IDs may be found in the letter instructing you to complete this survey.3
Facility Location, Contact and Owner Information. Enter the location, a facility contact name for facility-specific follow up on the survey (if needed), and the facility owner. If the facility is located on tribal land, select from the tribal name drop-down menu to get the tribal code. If the physical and mailing address are identical, answering “Yes” in the first mailing address column will fill in the mailing address.
Operating status. Indicate the operating status for the facility by selecting of the following: operating, seasonal/partial year, or temporarily closed. Facilities that operated more or less continuously throughput the year should choose “operating.” Facilities that were temporarily closed for all of 2016 should indicate “temporarily closed,” and facilities closed for a large portion of 2016 may choose “seasonal/partial year.” The next column asks for an explanation for facilities selecting “seasonal/partial year” or “temporarily closed.”
Company Revenue and Dun & Bradstreet. Provide the 2016 revenue for the parent company. This information will be used in economic analyses.
Size of entity. The EPA needs to identify small businesses for consideration in impact analyses. The U.S. Small Business Administration has set the threshold for the definition of a small businesses in the wood products industry based on the number of employees shown in Table 3 below. The threshold metric applies to all full or part time employees in a corporation, not just at a location. Please use the thresholds in Table 3 for small business questions in the PCWP survey. For reference, the Small Business Size Regulations codified at 12 CFR 121.06.
Table 3. Small Business Size Standards for NAICS Subsector 321
–
Wood Product Manufacturing
NAICS code |
NAICS U.S. industry title |
Size standards in number of employees |
321113 |
Sawmills |
500 |
321211 |
Hardwood Veneer and Plywood Manufacturing |
500 |
321212 |
Softwood Veneer and Plywood Manufacturing |
1,250 |
321213 |
Engineered Wood Member (except Truss) Manufacturing |
750 |
321219 |
Reconstituted Wood Product Manufacturing |
750 |
321999 |
All Other Miscellaneous Wood Product Manufacturing |
500 |
Source: U. S. Small Business Administration Table of Small Business Size Standards Matched to North American Industry Classification System Codes, 2016. Accessed June 6, 2017 at: https://www.sba.gov/sites/default/files/files/Size_Standards_Table.pdf.
Federal rule coverage. Use the drop-down menu to identify the Federal rules that are applicable to the facility. Choose “NA” if the rule is not applicable because the facility has a permit condition that makes the facility a synthetic area source. Indicate applicable subcategories if subject to the Wood Building Products surface coating NESHAP. The most-likely rules applicable to industry sources are listed. List other NESHAP or NSPS rules that are applicable.
b. Product (Prod) tab
Enter information about PCWP products or kiln-dried lumber produced, product lines, production, and capacity in this tab.
Products and Other Product Information. List all PCWP products produced at the plant site. Use one row per product. Mills with multiple products will have multiple rows.
Veneer and plywood mills should list veneer and plywood as two separate products on separate rows even if all of the veneer is used onsite to manufacture plywood. A separate question in column L asks facilities to identify whether all of the “product used or sold within company to manufacture other products” and provides the choices: NA, <50%, 50-100%, and 100%. Plywood producers using all of the veneer produced to make plywood would select 100%. An answer of “NA” is appropriate for other products that are not used to make other PCWP products. Facilities transferring products within the company, either onsite or at a different site, to make additional PCWP products should enter the appropriate percentage of product used within the company. Information is also requested for major markets. This information will be informative for the EPA’s economic analysis.
The core material for hardwood plywood is requested with hardwood/softwood plywood and veneer, MDF, particleboard, and lumber provided as menu choices.
Facilities integrating agricultural fiber into products are asked to describe the “use of agricultural fiber.” The description provided should include the type of agricultural fiber (e.g., bagasse, wheat straw). The EPA is interested in understanding whether the product is primarily agricultural fiber or a blend of wood and agricultural fiber. For example, please indicate if a product is approximately 75% wood and 25% wheat straw.
Questions regarding whether a product uses a resin and the number of resins used are seeking to identify significantly different types of adhesives such as phenol-formaldehyde resin, MDI, or PVA. If you select “Yes” indicating that the product uses resin, you are asked to enter details about the resin in Resin tab. Select “No” for products such as fiberboard that do not require resin but rely on natural binders (e.g., lignin) to adhere fibers. Select “NA” for products such as softwood veneer or lumber that do not require resin. Do not consider waxes or other non-adhesive additives when making your selection.
Product lines. Product lines often correspond with press lines. For example, if there are two presses at a mill making two different products, then you would enter two different product lines on separate rows. However, if a mill with multiple presses makes the same product on all presses (i.e., with the same resin formulation) then it is acceptable to enter only one product line that sums the capacity/production from all presses. If your facility uses multiple significantly different resin systems to make the same product on the same press (e.g., UF and UF/MDI at different times), a separate Product Line should be specified on two rows for the two significantly different resin systems. For the purpose of this ICR, significantly different resin systems are defined as separate product lines.
When considering which product lines and resin systems to specify, resins applied more than 5% of the time on a product line are of interest. Do not provide information for temporary mill trials of different resin formulations.
Production and capacity. Provide the nominal mill production rate and capacity for each product line identified for the survey base year (2016). Use the following units of measure in Table 4 for reporting production and capacity.
Table 4. Production and Capacity Units of Measure
Product |
Units of measure for reporting production and capacity1 |
Veneer |
MSF/yr |
Lumber and glulam |
MBF/yr |
Fiberboard |
MSF/yr 1/2” |
Hardboard |
MSF/yr 1/8” |
Particleboard, MDF2 |
MSF/yr 3/4” |
Hardwood and softwood plywood, OSB, and any other plywood panel products |
MSF/yr 3/8” |
LVL, LSL, and PSL |
MCF/yr |
I-joists |
MLF/yr |
1 “M” refers to thousand (e.g., MSF = thousand square feet)
2 Includes molded particleboard and particleboard or MDF produced with agricultural fiber.
c. Equipment Detail (EquipDetail) tab
All facilities must complete the EquipDetail tab. This tab asks for information for each individual process unit, its air pollution control device(s) (APCD), and emission release points. The purpose of this tab is to provide the EPA with equipment-specific details needed for the Agency to review the technology-based emission standards. This tab will provide the EPA with nationwide numbers of equipment, configuration of controls, pertinent equipment details, and the regulatory compliance options used. The process units and IDs you list in the EquipDetail tab will prepopulate into subsequent spreadsheet tabs prompting you to enter additional equipment-specific details for each process unit.
The types of process units listed in Appendix 2 that you operate should be included in the EquipDetail tab. Appendix 7 provides definitions from the PCWP rule, including supplemental definitions. These definitions are helpful for understanding the types of process units and how they are delineated within the PCWP source category. Essentially, you are requested to provide information for most of the equipment at your mill with the exception of process units outside of the PCWP NESHAP source category such as boilers or coating processes subject to separate NESHAP or processes the do not emit HAP.
The Process Unit Types available in the drop-down menu for selection include:
-
Softwood veneer dryer
Engineered wood products press
Veneer redryer
Agricultural fiber board press
Hardwood veneer dryer
Rotary agricultural fiber dryer
Rotary strand dryer
Hardboard humidifier
Conveyor strand dryer
Stand alone digester
Pressurized refiner
Fiber washer
Primary tube dryer
Atmospheric refiner
Secondary tube dryer
Panel trim chipper
Green rotary dryer
Log vat
Dry rotary dryer
Resin storage tank
Reconstituted wood product press
Blender
Reconstituted wood product board cooler
Former
Hardboard oven
Finishing sander
Hardboard press predryer
Finishing saw
Fiberboard mat dryer
Lumber dry kiln
Miscellaneous coating operation
Wastewater operation
Softwood plywood press
Other
Hardwood plywood press
As indicated in Table 1 of these instructions, sawmills that produce kiln-dried lumber and no other PCWP products are only required to provide information for their lumber kilns in the EquipDetail tab.
For the process units listed in Appendix 2, specify the Process Unit ID, Process Unit Type, APCD Type and IDs, and Emission Release Point IDs by following the directions in the Instruction row of the spreadsheet. The APCD IDs you enter into the EquipDetail tab will be used to prepopulate the APCD tab. The Emissions Release Point IDs you enter into the EquipDetail tab will be used to prepopulate the ReleasePt and HAP Emissions tabs.
Choose the Process Unit Type from the menu consistent with how process units are defined in Appendix 7 whenever possible. An “other” process unit type option is provided for HAP-emitting process units that may fall within the PCWP NESHAP source category but do not fit within the menu of PCWP process unit types provided. For example, if you have a known HAP-emitting raw material tank within the PCWP process that is not a “resin storage tank,” you could enter the raw material tank as an “other” process unit. If you use the “other” process unit option, please provide a description of the other process unit in the optional process unit description column in the EquipDetail tab.
Select the Product and Product Line associated with each process unit based on information supplied in the Prod tab. Individual process units should be listed once in the EquipDetail tab even if the same process unit is used to manufacture multiple products. Duplicate Process Unit IDs are not allowed because the EPA will use the information supplied in this tab to develop nationwide counts of the different types of PCWP process units. Data validation is included in the Process Unit ID column to prevent duplicate entries. Column G (Product Line) allows for write-in specification of multiple product lines, if needed. For example, if “press 1” is used for two product lines each labeled “PrimoEcoPanel” and “StandardPanel” then “PrimoEcoPanel, StandardPanel” can be specified in column G.
Enter information in the EquipDetail tab representative of the primary operating scenario with respect to process unit, APCD, and emissions release point configuration. If description of an alternate operating scenario is pertinent, please make a note of the alternate operating scenario in the Comments column at the far right of the EquipDetail tab.
Air Pollution Control Device Information. If a process unit in uncontrolled, select “None” for the APCD 1 type and leave the APCD 1 ID column blank. Otherwise select the APCD type and provide an APCD ID for each control device. Provide APCDs in the order they appear in the control sequence for your process unit. If you have APCDs in parallel, provide them both and add a note in the Comments column to explain the configuration (for example, if WESP-a and WESP-b each control a portion of dryer-1 exhaust, label WESP-a as APCD 1 and WESP-b as APCD 2 in the APCD type and ID columns and note the WESPs are parallel in the comments column). The following APCD Type codes are included in the selection menu:
-
None
RTO - Regenerative Thermal Oxidizer
RCO - Regenerative Catalytic Oxidizer
TCO - Thermal Catalytic Oxidizer
TO - Thermal Oxidizer
PINC - Process incineration (incineration of 100% of the exhaust in a combustion unit such as a boiler): {describe combustion unit}
SINC - Partial process incineration (incineration of a portion of the exhaust in a combustion unit): {describe combustion unit}
BIO – Biofilter or Bioscrubber
WESP - Wet Electrostatic Precipitator
ESP - Dry ESP
BH - Baghouse
MC - Multiclone
CYC - Cyclone
RBP - Rotary bed protector
SCBR - Wet scrubber
EFB - Electrified filter bed
SF - Sand filter
Other: {specify}1
1 Replace the word “{specify}” with a description.
Specify the overall type of Air Pollution Control System using combinations of the APCD type codes, as needed. For an uncontrolled process unit, select “None.” For a combination of controls, indicate the types of controls in the sequence such as a “WESP/RTO” system. For systems with process units and/or controls in parallel, such as four dryers venting to four multiclones, two WESPs and two RTOs, the overall air pollution control system to enter would be the sequence (MC/WESP/RTO) regardless of the number of parallel units.
Emission Release Point Information. Enter the “Total Number of Emission Release Points” for each process unit. Emission release points are each stack, vent, or a fugitive emissions release from a process unit. The number of emission release points triggers conditional formatting in the Emission Release Point ID columns to indicate the number of IDs required. Some common process unit, control, and release point configurations are addressed below.
Note: You may find it helpful to review the ReleasePt tab instructions for selection of a release point type prior to assigning Emission Release Point IDs.
Multiple process units ducted to a single release point. You should list each process unit on a separate row in the EquipDetail tab even if the exhaust from the process unit is ducted to a common release point. For multiple process units ducted to the same release point, list each Process Unit ID (and corresponding APCD ID) separately but enter the same Emission Release Point ID.
For example, for dryers venting into a press enclosure, the APCD ID specified for the dryer would be the same as the press APCD ID. The same Emission Release Point ID would be provided for press and the dryer exhaust stream vented through the press enclosure and out through the press control device.
Single process unit with multiple release points. If the process unit has multiple uncontrolled vents or stacks then you would list the process unit on one row, specify the APCD type (“None” for uncontrolled stacks), specify the number of release points, and provide the release point IDs in columns S through W.
If a single process unit has multiple release points with different controls (or some release points controlled and others uncontrolled), you would enter the process unit on one row in the EquipDetail tab using one Process Unit ID. Specify the applicable APCD ID(s) and APCD types for the process unit, using the Comments column to describe the configuration for the differently controlled and/or uncontrolled portions of the process unit. Add all the applicable emission release point IDs for the process unit. This will allow the Process Unit ID to prepopulate into the appropriate unit tab as one process unit, while each separate Emission Release Point ID will parse into the ReleasePt and HAP Emissions tabs for further point-by-point description. Each APCD ID will prepopulate into the APCD tab.
Process units with more than five emission release points. Space for five Emission Release Point IDs has been provided in the EquipDetail tab with the expectation the nearly all PCWP process units have or can be characterized with five or fewer release points. If there are more than five release points, particularly if the release points are uncontrolled vents located close to one-another, such as on a lumber kiln or veneer dryer cooling section, you may group these release points into one Emission Release Point ID. For example, if there are four roof fans near each other on a dryer cooling section you might label one release point “cooling” to represent the gas flow from all 4 fans). Another example would be specifying three emission release points for a 9-zone oven with uncontrolled zones a-b, followed by controlled zones c-e, followed by uncontrolled zones f-i.
The number of release points specified (and later detailed in the ReleasePt tab) will impact dispersion modeling, but grouping release points is acceptable if the HAP emissions from the release points are low and expected to be inconsequential in risk modeling. It is suggested that you review the ReleasePt tab instructions for selection of a release point type prior to grouping Emission Release Point IDs.
As a last resort, if there are more than five emission release points that are not reasonably grouped due to relatively high process unit HAP emissions and different controls or characteristics, then you may need to break the process unit onto multiple rows in the EquipDetail tab to accommodate all the release points. For example, you might break a large conveyor-type dryer with 10 release points into “dryer north end” and “dryer south end” to accommodate all the release points. This approach will prepopulate both the “dryer north end” and “dryer south end” into the ConvDry tab where you could use the ConvDry comments column to explain.
Number of Emission Release Point IDs
Tip - For every Emission Release Point ID specified in the EquipDetail tab, you will be asked to provide release parameters and coordinates in the ReleasePt tab plus emissions estimates by process unit and pollutant in the HAP Emissions tab. For very-low-emitting process units with numerous release points or for fugitive emissions emanating from numerous building vents, you should balance the number of Emission Release Point IDs specified in EquipDetail with the level of detail you can feasibly provide in later tabs. Reviewing the emission release point types in the instructions for the ReleasePt tab may help you identify ways to group numerous related vents into fewer Emission Release Point IDs. You may want to pick the closest building vent for a low-emitting process unit emitting fugitives into the building instead of identifying all possible building vents. For higher-emitting sources, it is generally better not to group emission release points because providing details for all points will improve the dispersion modeling.

Process units that are not vented. Include process units that are not vented in the EquipDetail tab by specifying a Process Unit ID as for any other process. Enter zero “0” for the total number of emission release points. Do not enter an Emission Release Point ID. Select “Not Vented” from the menu in the “Uncontrolled Process Unit Emission Routing and Control Configuration” column.
Process units vented into the building. Include process units that vent into a building in the EquipDetail tab, and enter “BLDG” in the Emission Release Point ID column. Select “Vented into building (fugitive source)” from the menu in the “Uncontrolled Process Unit Emission Routing and Control Configuration” column.* If there are multiple building vents with emission releases to be characterized for the process unit, you may enter BLDG1, BLDG2, etc. The same building vents would be listed as Emission Release Point IDs for all process units that impact emissions from the building vent.
Process units with fugitive emissions. Include process units with fugitive emissions in the EquipDetail tab, and include an Emission Release Point ID to represent the fugitive emissions. If a process unit produces both fugitive emissions and emissions that are emitted though a conveyance, then you need to specify the fugitive emissions in a separate “Emission Release Point ID” column (e.g., as a “single process unit with multiple release points” as described above.*
*Note that the predominant venting mechanism is to be described. Incidental fugitives or small amounts of dust escaping from equipment in the building such as sanders, saws, or blender transfer points is not of interest when the process unit has a collection system designed to be the primary and predominant means of collecting and ventilating the process unit. Units labeled “BLDG” or as fugitive sources are those with no primary means of collecting and ventilating the process unit. For example, if there are some incidental fugitive emissions within the building as a result of blended material being transferred, but the blender also has a dust collection system, you only need to list the dust collection system associated with the blender and you are not required to list the insignificant, incidental fugitive emissions associated with transferring blended material.
Bypass stacks. Do not include data for bypass stacks or control system bypasses in the EquipDetail tab, but do include them in the process flow diagram. In addition, you are asked to provide a maximum short-term emission rate (lb/hr) for each process unit in the HAP Emissions tab, which could reflect bypass emissions.
Process units routed to a boiler/combustion unit for emissions control. Choose PINC or SINC for the APCD type depending on the amount of PCWP process unit exhaust controlled (PINC for 100% control and SINC for partial control), and enter a combustion unit ID for the boiler (or other type of combustion unit) in the APCD ID column. Provide the Emission Release Point ID(s) for the boiler/combustion unit stack(s).
For example, when press exhaust is used as direct-fired dryer burner makeup air and subsequently combusted in the dryer burner, the dryer burner is a form of process incineration (PINC or SINC). The APCD ID for the press would be the dryer process unit ID or dryer burner combustion unit ID (if the combustion unit is separate from the dryer). The press Emission Release Point ID would be the same as the dryer Emission Release Point ID.
Alternate controls. Alternate (or backup) controls include alternative controls used when gas flow from a process unit is diverted from the primary control device to a less frequently used control device as part of a routine operating scenario. If the facility has such a system, please enter a separate APCD ID for the system in addition to the primary APCD ID(s) and describe the typical use circumstances in the “Comments” column of this tab. Similarly, you could enter a separate Emissions Release Point ID for the alternate control that will prepopulate into the ReleasePt and HAP Emissions tabs for further specification and inclusion in the risk modeling.
Wastewater/process water operations. Complete the questions in EquipDetail for any wastewater (or process water) operations that are closed and/or vent through a conveyance, or are potential sources of fugitive HAP emissions. Include wastewater/process water operations that are potential sources of HAP emissions and/or participate in biological degradation of HAP to prevent HAP emissions. Wastewater operations may include individual treatment units that reduce HAP within wastewater treatment plants (WWTP), or enhanced biological treatment units. You may aggregate multiple treatment units with similar venting characteristics within a single “wastewater operations” entry in the EquipDetail tab. For example, if the entire wastewater treatment system is a fugitive source, you may choose to include it on one row of EquipDetail. Do not include sewage handling equipment.
Operations and Emissions Testing. In the Operations section of the EquipDetail tab, you are asked to provide an estimate of the 2016 operating hours for the process unit. The EPA will use this value in regulatory impact calculations.
You are also asked for more details regarding how each process unit is vented. These questions will be particularly helpful for the EPA as we consider miscellaneous process units that do not already have emission limits under the PCWP NESHAP. The EPA is interested in whether these units are currently configured to capture HAP emissions, and whether any HAP emissions that may be associated with these process units are isolated from other process units. The Emissions Testing section of EquipDetail asks if the process unit has a stack suitable for gas flow measurement in order to assess whether different types of process units are already configured to allow for emissions testing.
Resins. Indicate whether the process unit processes wood containing resin, also referred to as adhesive in this survey. This will allow the EPA to quickly identify post-resin application process units in the inventory.
COMS. The EPA is requesting that you indicate whether you installed a continuous opacity monitoring system (COMS) on APCD controlling process units regulated under the PCWP NESHAP. As an example, if you use a combustion device with COMS as an add-on control to demonstrate compliance with the PCWP NESHAP, answer “yes” to this question. If you answer “yes,” also provide the opacity limit from your operating permit on the Permit tab.
Rule Compliance. Use the drop-down menus to respond to the questions regarding the PCWP compliance options and work practices used to demonstrate compliance with the PCWP NESHAP. You only need to select one of the compliance options even if you can demonstrate compliance with more than one of the PCWP compliance options. Select the option associated with your most recent compliance demonstration. Choose “NA” if no compliance option applies under the PCWP NESHAP. The menu choices are as follows:
-
NA
Work Practice Only
Production Based Compliance Option (PCWP Table 1A)
Emissions Averaging
Reduce emissions of total HAP, measured as THC (as carbon) by 90 percent (PCWP Table 1B option 1)
Limit emissions of total HAP, measured as THC (as carbon), to 20 ppmvd (PCWP Table 1B option 2)
Reduce methanol emissions by 90 percent (PCWP Table 1B option 3)
Limit methanol emissions to less than or equal to 1 ppmvd if uncontrolled emissions ≥ 10 ppmvd (PCWP Table 1B option 4)
Reduce formaldehyde emissions by 90 percent (PCWP Table 1B option 5)
Limit formaldehyde emissions to less than or equal to 1 ppmvd if uncontrolled emissions ≥ 10 ppmvd (PCWP Table 1B option 6)
Similarly, you are asked to list any applicable work practices that you must demonstrate compliance with under the PCWP NESHAP. The menu choices are as follows:
-
Work Practice for Dry Rotary Dryers (PCWP Table 3 option 1)
Work Practice for Hardwood Veneer Dryers (PCWP Table 3 option 2)
Work Practice for Softwood Veneer Dryers (PCWP Table 3 option 3)
Work Practice for Veneer ReDryers (PCWP Table 3 option 4)
Work Practice for Group 1 miscellaneous coating operations (PCWP Table 3 option 5)
NA
If emissions averaging is used, provide a short description of the emissions averaging approach, indicate whether the process unit listed in the row is a debit or credit generating source in the emissions average, and submit a copy of the Emission Averaging Plan (EAP) required under §63.2280(f) with your survey responses if the EAP is not already included in the facility permit (also submitted with the survey response). In an emissions average:
“Debit” sources are process units that are required to meet the emission limits in Table 1B to Subpart DDDD of Part 63.
“Credit” sources are process units that are over-controlled in order to offset emissions from “debit” sources that are either not controlled or under-controlled.
If the facility uses the production based compliance option (PBCO), you are asked to describe any methods used to meet the PBCO such as pollution prevention measures (P2), use of low-HAP resins, or other measures. If your process unit meets the PBCO simply because it is inherently lower-emitting without the use of any deliberate P2 measures, select “no P2 measures required.”
d. Release Point Detail (ReleasePt) tab
The purpose of the ReleasePt tab is to gather details on the conditions and location of HAP emissions releases. These details will be used in the residual risk assessment. As noted in Section D2 above, you are asked to supply an emission release point map displaying the location of each Emission Release Point ID specified in the ReleasePt tab. Accurately accounting for emission release location and characteristics improves the accuracy of the risk modeling.
A Note About Emission Release Parameters Please pay
particular attention when entering emission release point parameters
and locations (latitude/longitude). These data are critical inputs
to the modeling files that EPA will use to determine the risk
profile for the residual risk review process. Valid parameters
for the physical characteristics of each emission release point are
necessary to correctly place facility release points and associated
emissions into vertical layers for proper air quality modeling.
Gaussian dispersion models use stack parameters to characterize the
plume. The ambient concentration at ground level is inversely
proportional to the plume height (i.e., ground-level concentration
decreases with increasing plume height). The plume height is a
function of the actual physical release height (stack height) and
the plume’s rise due to buoyancy and momentum. Plume rise is a
function of the plume’s exit gas velocity, volumetric flow,
and release temperature. Different plume heights can result in
different ambient concentrations and resulting risks. The plume
height is related to the type of emission point release.
As noted in the instructions for EquipDetail above, there may be one or more emission release points for a given Process Unit ID. There may also be multiple Process Unit IDs ducted to the same Emission Release Point ID. The ReleasePt tab is prepopulated with Process Unit IDs and Emission Release Point IDs (referred to as “Release Point IDs”) from the EquipDetail tab. For each combination of Process Unit ID and Release Point ID, you will specify emission release parameters (e.g., stack gas parameters or fugitive release parameters), and longitude/latitude coordinates in the ReleasePt tab. You must complete all appropriate fields for each Release Point ID.
Note: Later, in the HAP Emissions tab, you will specify emission rates using a separate row for each pollutant and each combination of Process Unit ID and Release Point ID. Information from the ReleasePt and HAP Emissions tabs will be used to construct the EPA’s residual risk modeling file.
Release Point ID. Review the prepopulated Release Point IDs and note if any of your IDs are duplicated because they are associated with multiple process units. Duplicate Release Point IDs appear in bod purple. With the exception of the source classification code (SCC), which can vary by process type, you should enter the exact same information for every instance of a duplicated Release Point ID in the ReleasePt tab. This includes the same emission release point type, release parameters, and coordinates.
Source Classification. Select the source classification code (SCC) that best represents the process and emission release point. Some process unit types have multiple SCCs for different release points. For example, veneer dryers have separate SCCs for heated and cooling zones. Appendix 8 provides a list of the SCCs for PCWP process units grouped by product type. Once you key in an SCC code, its description appears in the spreadsheet. Please use the description as a check that the proper SCC was entered.
Use the SCC that best describes your process and avoid using generic not-elsewhere-classified (NEC) SCCs whenever possible. If you do not find an SCC that matches your process unit, then include a “Process Unit Description” in the comments column of the ReleasePt tab.
The SCCs will be used by the EPA to group similar process units and draw conclusions regarding the emission levels and residual risk associated with each type of process unit. Proper assignment of SCCs will allow the EPA to pinpoint process unit types that need to be examined in more detail for residual risk rulemaking. The SCC codes for the PCWP industry were updated within the past 5 years to include more descriptive codes and to provide some guidance on which codes should be used for certain equipment types.
If you plan to use the provisional calculations described in Section D4b of these instructions, you will want to give special attention to SCC selection because the SCC codes have been paired with the most applicable publicly-available emission factors for use in the provisional calculations as shown in Appendix 8. See Section D4b for more information on the provisional calculations.
Emission Release Point Type. Each emission release point is characterized by an emission release point type code. Emission release point type codes 08 through 10 apply for fugitive emission sources, while other emission release point type codes (02 through 06) apply for point source (e.g., stack) releases. The emission release point type codes are as follows:
-
02 – Vertical
03 – Horizontal
04 - Goose Neck
05 - Vertical with Rain Cap
06 - Downward-facing Vent
07 – Fugitive Area. Not used for new data. Reserved for historical data.4
08 - Fugitive Vent
09 - Fugitive Two-dimensional
10 - Fugitive Three-dimensional
Different emissions release parameters must be specified for different emission release point type codes. The ReleasePt tab contains conditional formatting to guide you through which parameters are required for each emission release point type code. The instructions below and in the spreadsheet provide specific criteria pertaining to each release point type. The spreadsheet also contains data validations to alert you if you enter a value that does not match the required criteria used by the EPA for constructing residual risk modeling files. You are not required to populate cells that are shaded black. The black shading appears based on the Emission Release Point Type selected. Table 5 summarizes the parameter requirements for each emission release point type and provides examples of PCWP process units that might be characterized with each emission release point type.
Table 5. Summary of Required Parameters for Different Emission Release Point Types
Fugitive Parameter |
Point (stack) sources |
Fugitive Vent Source |
Fugitive Two-Dimensional Source |
Fugitive Three-Dimensional Source |
Emission Release Point Type Code(s) |
02 to 06 |
08 |
09 |
10 |
Fugitive Length (ft) |
NA |
NA |
NA |
NA – only a single side required |
Fugitive Width (ft) |
NA |
NA |
Required >0 |
Required >0 |
Stack Diameter (ft) |
Required < release height and between 10 - 100 |
0.003 (Default) |
NA |
NA |
Exit Gas Velocity (ft/sec) |
Required ≥ 0 |
0.0003 (Default) |
NA |
NA |
Exit Gas Flow Rate (cu ft/sec) |
Calculated based on velocity and stack diameter assuming round stack |
0 (Default) |
NA |
NA |
Release Height (ft) |
Required between 1 - 1300. Use 1 for ground-level releases. |
Required >0 |
Release height required >0 |
Required >0 (Top of Three-Dimensional Source) |
Exit Gas Temperature (F) |
Required >50 |
Required >50 |
NA |
NA |
Latitude and Longitude (in decimal degrees) |
Required |
Required |
Two sets of lat/long for the midpoints of opposing sides of source |
Required, center of source footprint |
Examples for the PCWP industry |
APCD stack, powered press vent, powered building vent |
Source area <10 ft2 Single roof vent/opening/window for building fugitives |
Source area >10 ft2 Wastewater pond, elongated building roof vent, lumber kiln roof vents grouped into one rectangular emission release point |
Entire building with multiple release points on walls and/or roof, lumber kiln with numerous wall leaks and roof vents |
Release Parameters. The release parameters exit gas temperature (°F) and release height (feet) apply for both the fugitive and stack emission release point type codes. The exit gas temperature is not used for emission release point type codes 09 and 10, so these are blacked out. Generally, the higher the release height, the greater the dispersion of air emissions, which in turn leads to reduced risk to the surrounding population. The EPA will develop and apply conservative default release height parameters based on the ICR responses received from other facilities if you do not supply this information.
Stack gas parameters. Additional point source (e.g., stack) gas parameters to be specified for emission release point type codes 02-06 include stack diameter, exit gas velocity, and gas flow rate (in acfm). You are asked to provide typical or representative values based on information you have in hand. For example, if you have a one-time measurement of these parameters (e.g., from a stack test), then you could use that measurement. If you have continuous monitoring data, then you may choose to use the annual average for the parameter. If you have periodic monitoring data (e.g., quarterly data), then you could average the quarterly data for the year. If you do not supply this information, then the EPA will specify conservative default parameters. Please ensure that you specify positive, non-zero temperatures for your emission releases. Ambient temperature is considered to be 72°F.
You are asked to specify the moisture content of the exhaust gas stream (which along with stack gas temperature will allow the EPA to convert to units of dscfm for use in various analyses separate from the residual risk review). The spreadsheet calculates the gas flow rate in cubic feet per second (cu ft/sec) which is needed for the risk modeling.
PCWP Notes:
Circular baghouses that vent 360 degrees around the sides of the baghouse can be treated as stack emission sources.
Baghouses with side mount vents could use Emission Release Point Type Code 03-Horizontal.
Outdoor chippers can be treated as fugitive sources, unless they have a gas flow rate.
Fugitive parameters. When selecting fugitive Emission Release Point Type Codes (08-10), you are strongly encouraged to provide the actual release height and fugitive dimensions (particularly length and width, when required) because these parameters will result in more accurate dispersion estimates when risk modeling if performed. There are three different types of fugitive releases described below: fugitive vent sources, fugitive two-dimensional sources, and fugitive three-dimensional sources.
Fugitive vent sources (08) are fugitive emission releases from a single point, such as building fugitives from a single roof or wall vent less than 10 square feet in size. The gas exiting a fugitive vent has a minimal flow rate. If the velocity/flow rate of the gas through a roof vent is significant, you should consider choosing an Emission Release Point Type Code for a point source instead. Certain defaults for fugitive vent releases will be set for risk modeling and cannot be changed. The defaults for stack diameter (0.003 ft), velocity (0.0003 ft/sec), and flow (0 cu ft/sec) are set to indicate essentially no flow. Emissions from fugitive vent sources are not as dispersed as emissions from the other types of fugitive releases.
Fugitive vent sources are modeled as a single point with a longitude and latitude. Fugitive vent sources do not require a fugitive length or width. The exit gas temperature is required and must exceed 50ºF for fugitive vent sources.
Fugitive two-dimensional sources (09) are fugitive emission releases on one plane, such as an elongated roof vent larger than 10 square feet in size or a wastewater holding pond. Fugitive two-dimensional sources are modeled as rectangles with latitude and longitude reported at the midpoints of two opposing sides of the source and a width reported as the distance between the two remaining sides of the source. In other words, the width is perpendicular to the line between the two midpoints. For irregularly shaped sources, first create a rectangle that best approximates the shape of the actual source, then determine the parameters described above. The fugitive length column of the spreadsheet does not apply for fugitive two-dimensional sources.
Figure 3 is a depiction of fugitive two-dimensional source parameters. The black stars show the location of the midpoints, for which the latitude and longitude are entered. The solid black line with arrows at each end shows the location at which fugitive width is measured.
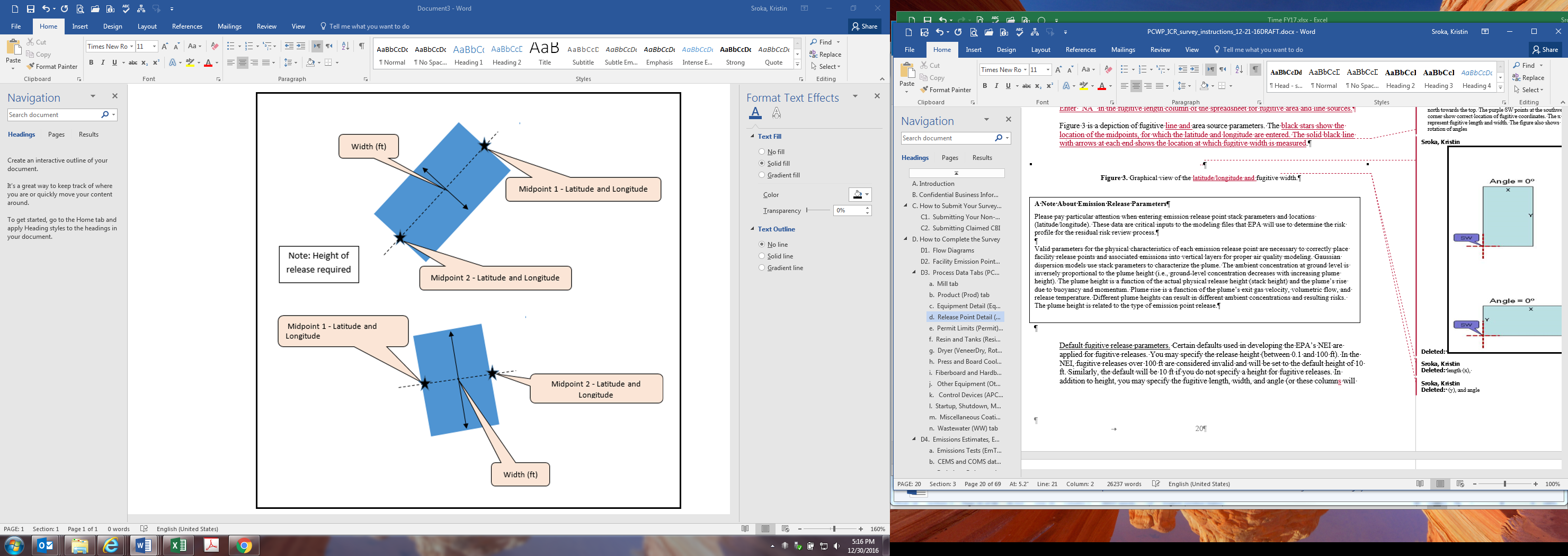
Figure 3. Graphical view of the latitude/longitude and fugitive width for fugitive two-dimensional sources.
Fugitive three-dimensional sources (10) have multiple release vents, such as a building with many wall and roof vents or an outdoor material storage pile. Fugitive three-dimensional sources are modeled as rectangular prisms with latitude and longitude reported at the center of the footprint and a length reported as the side of the footprint of the source. Fugitive width is equal to the length for fugitive three-dimensional sources. Figure 4 is a depiction of fugitive three-dimensional source parameters.
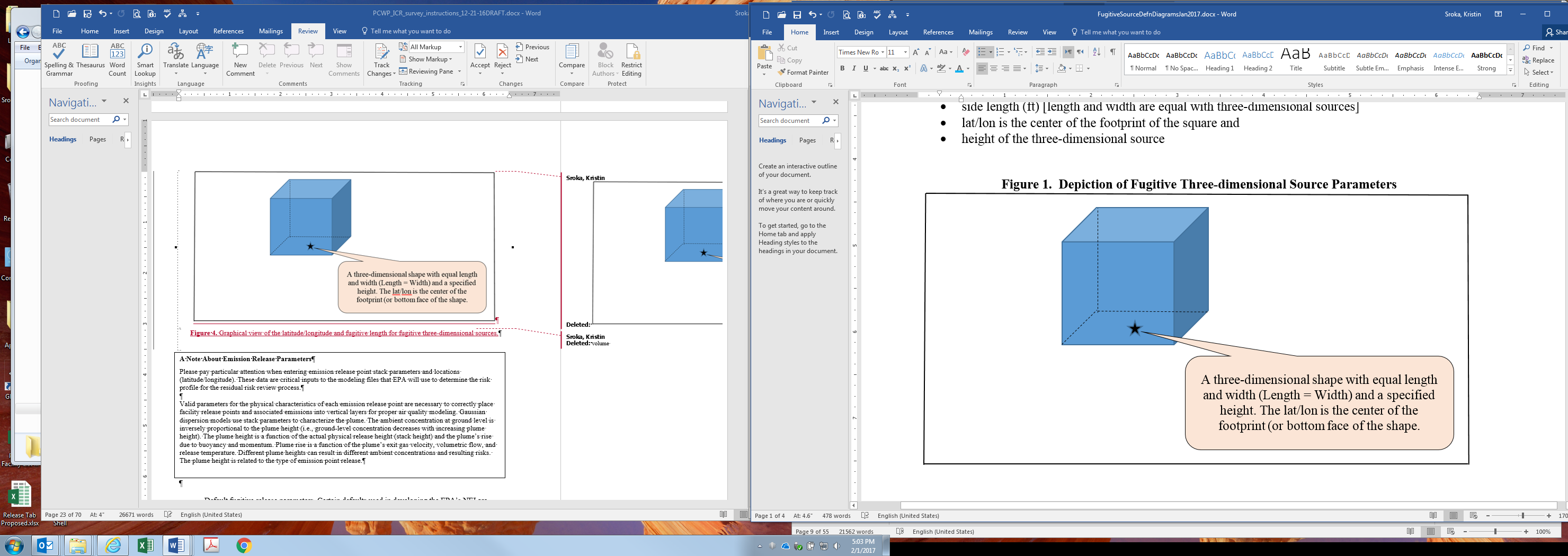
Figure 4. Graphical view of the latitude/longitude and fugitive length for fugitive three-dimensional sources.
Longitude/latitude coordinates. You are asked to provide the longitude/latitude for each emission release point. The longitude/latitude coordinates should correspond with the actual location of each emission point (e.g., the location of each stack–not the general street address of the mill). For point sources and fugitive vent sources (codes 02 through 08), longitude/latitude is specified at the center of the emission source. For fugitive two-dimensional sources (code 09), longitude/latitude is specified at the midpoints of two opposing sides of the fugitive two-dimensional source. For fugitive three-dimensional sources (code 10), longitude/latitude is specified in the center of the footprint of the square base. The EPA requires longitude/latitude for each emission point provided in North American Datum (NAD) 83 with 6 digits to the right of the decimal point. The EPA suggests using an online satellite map of your facility to identify longitude/latitude coordinates for each release point.
Longitude is a measure in decimal degrees of the angular distance on a meridian east or west of the prime meridian. Longitude is a negative (-) data point for North America (Example: ‑123.123456). Latitude is a measure in decimal degrees of the angular distance on a meridian north or south of the equator. Latitude is a positive (+) data point for North America (Example: +45.123456). In this format, minutes and seconds are represented as a decimal fraction of one degree. Therefore, coordinates containing degrees, minutes, and seconds must first be converted using this formula (or using conversion tools freely accessible online):

Example conversion of 45 degrees, 7 minutes, 24 seconds to decimal degrees:

e. Permit Limits (Permit) tab
Permit limits for each process unit listed in the EquipDetail tab should be entered in the Permit tab. The list of process units from the EquipDetail tab are prepopulated in the Permit tab. Leave the rows in the Permit tab blank for any process units with no requirements under the PCWP NESHAP or air permit limits. You are asked to provide emission limits for HAP, VOC and PM.
In the Permit tab, you are asked for information regarding the test method used to demonstrate compliance with the PCWP NESHAP during the most recent test. The PCWP compliance option used to demonstrate compliance during the most recent test is prepopulated from the EquipDetail tab for reference.
The tab also requests information on any HAP permit limits for HAP other than the six total HAP defined in the PCWP NESHAP (acetaldehyde, acrolein, formaldehyde, methanol, phenol or propionaldehyde). If HAP or VOC limits are provided in multiple formats in your permit, please provide limits in the following units of measure (in order of preference): concentration, lb/production, mass/time. Please indicate units of measure for permit limits as specifically as possible. For example, if concentration limits are specified as “ppm” or “ppmv” instead of “ppmvd,” use the limits as specified in your permit. Include any oxygen correction factors (% O2). VOC concentration limits should note whether they are on a carbon basis (i.e., “as C”) or some other basis. Menu choices include THC as C, THC as propane, Method 25A THC plus certain added HAP, nonmethane VOC, or you may specify another basis included in your permit.
In columns S through T, filterable PM limits are requested in units of concentration (gr/dscf) with the permit limit PM size fraction noted. If your permit contains PM10 or PM2.5 size fraction limits with or without condensable PM (CPM), you are asked to provide the smallest of the size fraction limits including CPM if applicable in columns U through X. “Primary PM10” and “Primary PM2.5” are provided as menu choices for limits including CPM based on EPA Method 201 (or 201A) combined with Method 202.
Permit limits of most interest to the EPA are concentration limits (ppmvd, gr/dscf, etc.), percent reduction, mass per unit production (lb/ton of material throughput, etc.) because these limits can be compared from facility to facility independent of process unit or facility capacity. The EPA will use the permit limit information you supply in comparing permit limits across similar process units nationwide. Please note:
State mass-based limits: Mass emission rate limits (lb/hr or tpy), or limits based on state-only required modeling, are not being requested unless this is the only way in which limits are specified in the permit. The EPA is most interested in state permit limits that are more stringent than those limits in federal rules (e.g., PSD Avoidance or BACT limits).
Submit a copy of permit: Attach an electronic, searchable copy of the operating permit with your survey response.
f. Resin and Tank (Resin and Tank) tabs
In the Resin tab, you are requested to provide information that should be located in your Safety Data Sheets (SDS) for resins and HAP-emission-altering resin additives (e.g., formaldehyde scavengers) used to manufacture PCWP. You do not need to include details for waxes or other non-HAP, non-adhesive additives in either the Resin or Tank tabs. Enter the Product Trade Name and Catalogue Number for each resin and identify the resin type. The Product Trade Name and Catalogue Number is used to link to the Tank tab and must exactly match between the Resin and Tank tabs. The following resin type selections are included in the Resin tab:
-
PF: phenol-formaldehyde
MDI: methylene diisocyanate (includes pMDI)
UF: urea-formaldehyde
PVA: polyvinyl acetate
MF: melamine-formaldehyde
PRF: phenol/resorcinol formaldehyde
MUF: melamine-urea-formaldehyde
Other: {specify}
If necessary, specify any key resin types used by the facility that are not included in the list above. List each unique resin on one row. Slight variations in the same general type of resin need not be listed separately (e.g., slight variations in UF resins), but resins used in different product lines (as indicated in the Prod tab) or resins of significantly different formulation should be should be listed on separate rows. HAP scavengers (such as urea, ammonia, etc.) are additives of interest because they reduce HAP emissions from resins. To describe the type of HAP scavenger, select the “Other: {specify}” option in the drop-down menu. Then in the formula bar, select the text “{specify}” and overwrite it with the type of HAP scavenger.
Enter the information requested regarding use of the resin in the panel face or core (or throughout the whole panel), whether the resin is applied to the furnish in powdered or liquid form, the resin percent solids, HAP percentages, and possible lower-HAP substitutes for the resin. Please provide HAP percentages reported in your SDS or that are otherwise readily available. Indicate “UK” for “unknown” if HAP percentages are not available and cannot be reasonably obtained. Note that the percent-value provided in some SDS may not be well-defined. The EPA is specifying that resin percent solids and HAP percentages be provide by weight to ensure we are receiving data on a consistent basis. If your SDS includes “less-than” percentages of HAP by weight, please include the less-than sign in your response (e.g., report “<1%” formaldehyde). Resin HAP content is of interest to the EPA because it may be a consideration for miscellaneous process unit work practices downstream of resin application. Please use the “Comments” column should you have any comments or caveats regarding the information provided in the Resin tab.
The first columns of the Tank tab will be prepopulated to list resin storage tanks you included in the EquipDetail tab. With the exception of HAP scavengers, non-HAP-containing resins or additives are not required to be included in the Tank tab since they have no HAP emissions to model. Each tank with a HAP containing resin or additive (or any scavenger) should appear on one row. Select the type of tank from the menu and provide the parameter requested. If the facility has modeled emissions from the tank process unit with TANKS or a similar software package, please provide a copy of the emission estimates.
g. Dryer (VeneerDry, RotaryDry, TubeDry, ConvDry, LKiln, and DFDryFuel) tabs
Five tabs are provided for the different dryer types commonly found in the PCWP industry: veneer dryers, rotary dryers, tube dryers, conveyor strand dryers, and lumber kilns. The VeneerDry tab is to be completed by any facility operating hardwood or softwood veneer dryers. Veneer dryers are commonly found at veneer, plywood, or certain EWP facilities. The RotaryDry tab applies for facilities that operate rotary strand dryers, green rotary dryers, dry rotary dryers, or rotary agricultural fiber dryers. Rotary dryers are commonly found at OSB, LSL, and particleboard facilities. Conveyor strand dryers which are the subject of the ConvDry tab are also found at OSB or LSL facilities. The TubeDry tab applies for facilities that operate single-stage or multi-stage tube dryers. Tube dryers are typically found at hardboard, MDF, or particleboard mills. The LKiln tab applies for hardwood and softwood lumber kilns found at any type of facility. An additional tab for mat dryers, ovens, and other equipment at fiberboard or hardboard plants (the FB_HB tab) is discussed in section D3h below. You only need to complete tabs that match drying equipment present at your facility. The dryer process unit IDs you provided in the EquipDetail tab will be prepopulated into the dryer tabs according to process unit type.
Each dryer tab asks for the dryer firing method and provides the following menu choices:
Direct-fired: Dryers heated by passing hot combustion exhaust through the dryer such that the furnish comes into contact with the hot combustion gases.
Indirect-fired: Dryers that are heated through indirectly (usually by steam) where combustion gases do not come into contact with the wood.
Choosing “direct-fired” will cause the dryer process unit ID to appear in the DFDryFuel tab where additional fuel-combustion information is requested for direct-fired dryers. Additional firing method choices are included for veneer dryers (radio-frequency) and limber kilns (electric dehumidification). Please use the comments column to explain any other heating methods that are not reflected in the menu choices. For example, if you have a dryer that is partially direct and partially indirect-fired, please choose the predominant heating method and explain in the configuration in the comments.
For each dryer, you are asked to provide the installation year and dryer throughput. You are asked to indicate normal operational hours as 8, 12, 16, or 24 hours per day, or you may write in a site-specific response. Questions are included for typical or target dryer operating parameters. In some cases, these questions are limited to certain types of dryers (e.g., particleboard versus OSB rotary dryers) so it is suggested that you review the in-spreadsheet instructions closely. These questions will assist the EPA in making distinctions between dryer types and their emissions characteristics.
The dryer tabs also request information on work practices, like balancing air flow, gas recycling and gas volume control, which reduce HAP and/or improve energy efficiency. Describe any work practices, for example, that prevent over-drying, or equipment design modifications (e.g., to heat/energy systems) that reduce HAP and/or improve energy efficiency. Use the comments column on the far right if more than 255 characters are needed for descriptions.
You are asked to provide wood moisture content on a dry basis in the dryer tabs. On a wet basis, fresh green wood is about 50% moisture, but on a dry basis fresh green wood is about 100% moisture. Please ensure you provide moisture contents on a dry basis. The expressions below may help you convert:
Dry MC% = (Wet
MC%/100) / (1 – Wet MC%/100) x 100
Dry MC% = (weight of
water in wood / oven dried weight of wood) x 100
Wet MC% =
(weight of water in wood / total weight of wood including water) x
100
Complete the DFDryFuel tab for direct-fired dryers. This tab asks for the type of combustion unit used to directly heat the dryer and incudes choices for: dryer burners (gas, liquid/oil, or suspension), a combustion unit dedicated to direct-firing dryers; combustion unit serving multiple purpose (including dryer firing); a gasifier; or other combustion unit that you describe in the comments section. Questions are included regarding the installation year of the combustion unit and air rule applicability (boiler MACT, CISWI, and/or NSPS subparts Db or Dc).
The DFDryFuel tab asks for heat input capacity in million British thermal units per hour (MMBtu/hr) for each dryer burner or combustion unit. The primary fuel and supplemental fuel types are requested along with the approximate percentage of heat input capacity each fuel provides. An “approximate” percentage is requested because it is understood that the types and amounts of fuels fired can vary throughout the year. The EPA may consider fuel types and perform calculations based on fuel firing rates for various nationwide impact analyses. For wood-fired dryers, the MMBtu/hr heat input will be used in the provisional HAP emissions calculations for your optional use in the HAP Emissions tab.
h. Fiberboard and Hardboard Equipment (FB_HB) tab
Complete the FB_HB tab if your facility has fiber washers, fiberboard mat dryers (wood or agricultural fiber), press predryers, hardboard ovens, and hardboard humidifiers. If you listed these types of process units in the EquipDetail tab, their process unit IDs will prepopulate into the FB_HB tab. Note that hardboard tube dryers should be reported in the TubeDry tab, and other equipment use in fiberboard or hardboard mills such as digesters appears in the OtherEquip tab. You are asked to enter the installation year for each process unit listed in the FB_HB tab.
Next, you are asked to describe the manufacturing process at your facility as:
-
wet process (wet forming/wet pressing)
wet/dry process (wet forming/dry pressing)
dry process (dry forming/dry pressing)
wet-formed fiberboard (no pressing)
Because the FB_HB tab asks for information on a process-unit level, you would simply repeat the process type for each process unit. If your facility uses multiple fiberboard or hardboard manufacturing processes, choose the manufacturing process type most closely related to the emission unit listed. The remaining questions seeking the annual throughput, percentage of hardwood species, resin type and other details are asking for this information on a process-unit specific basis.
For fiber washers, only the applicable information in the columns under the headers “Hardboard Fiberboard Process Information” and “Fiber Washer” needs to be completed. The remaining columns pertain to dryers, predryers, ovens, and humidifiers.
In addition to the information under the Hardboard Fiberboard Process Information” header, the firing method is requested for dryers, predryers and ovens. See section D3g above for a description of the firing method menu choices. Process units labeled as “direct-fired” will be listed in the DFDryerFuel tab where you would provide specific details regarding fuel firing. Additional columns ask for details specific to each type of process unit listed in the header row.
This tab also requests information on any work practices that prevent overdrying or equipment design modifications (e.g., to heat/energy systems) that reduce HAP and/or improve energy efficiency of fiberboard/hardboard dryers and ovens. The comments column may be used for additional explanation of process characteristics if more than 255 characters are needed.
i. Press and Board Cooler (Press, BC, and EWPPress) tabs
The Press tab is to be completed for batch or continuous reconstituted wood products presses, plywood presses, agriboard presses, and particleboard press molds or extruders. The BC tab is to be completed for reconstituted wood products board coolers commonly found in particleboard and MDF facilities, but not limited to these product types. The EWPPress tab is to be completed for engineered wood products presses and curing devices commonly used in the production of LVL, PSL, LSL, I-joists, glulam (including cross-laminated timber) and similar products. Process unit IDs you provided in the EquipDetail tab will be prepopulated into the Press, BC, and EWPPress tabs according to process unit type. You only need to complete tabs which match equipment present at your facility.
Specify the process unit details requested in each tab. The tabs ask for the press or cooler installation year and throughput. Separate questions are asked for batch and continuous presses. Questions are also to provide information on the presence or absence of enclosures used to capture HAP emissions or, if not enclosed, the press venting configuration. You are also asked to provide details on the technical feasibility and costs of enclosing pressing equipment (e.g., plywood presses) and board coolers. This information will assist the EPA in formulating options for process units that are not currently subject to emission limits in the PCWP NESHAP.
In the Press tab, there are a series of questions for presses used to manufacture products subject to the CARB Air Toxic Control Measure (ATCM) or the Toxic Substance Control Act (TSCA) Formaldehyde Standards for Composite Wood Products Implementation Rule. The purpose of these questions is for the EPA to understand how resin systems and the air emissions potential for composite wood products pressing operations have changed since the formaldehyde rules were developed. The Press, BC, and EWPPress tabs also ask you to describe any operational practices with the potential to limit HAP emissions. The EPA intends to consider whether there are work practices applicable for existing source presses, board coolers or other PCWP manufacturing equipment following resin application (particularly for difficult to test process units).
j. Other Equipment (OtherEquip) tab
Complete the OtherEquip tab if your facility has stand-alone digester, pressurized refiners, atmospheric refiners, blenders, wet or dry formers, finishing sanders, finishing saws, panel trim chippers, or log vats. The process unit IDs for these types of equipment will be prepopulated based on the process unit types you enter in the EquipDetail tab. As indicated in Table 1 of these instructions, facilities that produce only kiln-dried lumber are not required to provide information in the OtherEquip tab.
The OtherEquip tab asks for nominal annual throughput capacity and installation year for all process units. In addition, you are asked to describe any work practices or equipment designs with the potential to limit or reduce HAP emissions for each process unit type listed in the tab. The EPA will look for common themes in the information provided from all facilities nationwide to determine if there are broadly applicable work practices for the process units included in the tab. The comments column may be used for additional explanation of process characteristics or work practices if more than 255 characters are needed.
A description of digesters and refiners is requested for stand-alone digesters, pressurized refiners, and atmospheric refiners. Several different PCWP processes incorporate digesters or refiners so the description provided, in conjunction with the release point information provided in the EquipDetail tab, will help the EPA characterize the type of process unit used and venting mechanisms. For example, the EPA is interested in knowing if each digester or refiner has heat applied, operates under added steam pressure, is batch or continuous, and/or vents gases to the atmosphere or into a separate process unit such as a tube dryer.
For each dry blender or former, select the associated resin “product trade name and catalogue number” from the values you entered in the Resin tab. If multiple distinctly different resins are processed at different times, select the most-frequently used resin and use the comments column to note that multiple resins are processed through the blender or former.
For sanders, indicate if one or both (2) sides of the product are sanded. Select or write in the type of material chipped in panel trim chippers, choosing from resinated panel trim, other unresinated wood, or other. For log vats, specify the type (hot water vat open to atmosphere, or log steaming vat (enclosed)) and indicate the maximum target vat operating temperature. Responses to these questions will help the EPA characterize the types of operations used throughout the U.S.
k. Control Devices (APCD) tab
Complete the APCD tab by following the instructions in the “Instruction” row. The data requested in the APCD tab include design parameters that will be used by the EPA to evaluate control devices and to understand the non-air environmental impacts associated with the control devices (e.g., amount of wastewater or solid waste generated and methods for handling).
In the APCD tab, you are asked to enter information on each APCD identified in the EquipDetail tab on a separate row of the APCD tab. A row is prepopulated in the APCD tab for each unique APCD ID you identified in the EquipDetail tab. Additional information associated with each APCD ID is also prepopulated from the EquipDetail tab including the type of control device, product, and air pollution control system (i.e., the series of controls). The Process Unit Type associated with the first use of each APCD ID in the EquipDetail tab is also prepopulated. Each APCD ID from EquipDetail appears only once in the APCD tab regardless of the number of process units the APCD controls. Usually an APCD ID is associated with one or more process units of the same process unit type. However, in some cases, APCD IDs may be associated with different process unit types (e.g., if the APCD controls a dryer and a press). The instructions in the Process Unit Type column ask you to edit the prepopulated Process Unit Type to note when multiple process unit types are controlled by the same APCD. A menu listing the process unit types appears in Section D3c of this instructions document and in cell F14 of the spreadsheet for reference. Also, note in the process unit and control configuration in the comments column for added clarity.
The APCD tab is relatively wide due to the number of control types used in the PCWP industry. To aid you in completing the correct columns, the columns that are not relevant for the type of APCD prepopulated from the EquipDetail tab will be shaded black on the corresponding row of the APCD tab. You are asked to complete the unshaded white columns. Columns are available for:
General APCD information
Control efficiency
Thermal Oxidizers/Incinerators (including catalytic oxidizers)
Process Combustion Unit Control (e.g., incineration in an onsite combustion unit)
Sorbent injection upstream of a baghouse
Baghouses/fabric filters used for HAP control
Cyclones and multiclones
Electrostatic Precipitators (ESP)
Wet ESPs
Wet scrubbers used for HAP control
Packed bed scrubbers/absorbers
Biofilters and Bioscrubbers
Control system water usage
Solid material handling and disposal (for HAP control devices only)
Parameter monitoring
Routine control device maintenance exemption use
Control device startup and shutdown
Control Device and Monitoring System Costs (for HAP controls installed within the past 15 years)
General APCD information requested includes the APCD manufacturer, year installed, and pressure drop. The EPA is particularly interested in detailed information in the APCD tab for HAP control devices that are reducing emissions of organic HAP or PM metal HAP, with less emphasis on dust controls for non-HAP PM sources such as panel trip chippers, sanders, and saws. Therefore, certain questions are limited to “HAP control devices” only such as questions seeking details for baghouses or solid material handling. Such details are only requested for baghouses that control HAP emissions (e.g., HAP metals for direct-fired dryers).
Measured control efficiency. Measured control efficiencies are requested for each control device, if available. If you have data from inlet/outlet emissions testing used to determine a percentage reduction in the requested pollutant across the control device, then you would enter this test result as the “measured” control efficiency. This information will be used in determining the capability of different control devices for reducing emissions. You may leave the control efficiency columns blank (rather than marking as “NA”) if control efficiency has not been measured (or is not applicable for a given pollutant).
The “thermal oxidizer/incinerator” series of questions apply for add-on incineration control devices such as RTOs, RCOs, TCOs, or TOs. Conditional formatting distinguishes between applicable questions for thermal and catalytic systems.
The “process combustion unit control” series of questions applies for controls where exhaust gas is incinerating in an onsite combustion unit such as a boiler or dryer burner. The associated APCD type codes are PINC (100% of exhaust incinerated) and SINC (a portion of the exhaust incinerated).
The sorbent injection questions refer to sorbent injection that may occur upstream of a baghouse. Typically, the baghouse series of questions would be completed if the sorbent injection questions are completed. The baghouse/fabric filter questions apply for baghouses that achieve HAP control for either PM metal HAP or organic HAP (e.g., if used with sorbent injection). The baghouse questions are limited to HAP controls because of the large numbers of baghouses used for general dust control within PCWP facilities that have no association with HAP emissions reduction.
In addition to baghouses, basic questions for cyclones and multiclones, ESPs, and WESPs are included in the APCD tab. Facilities using WESPs would complete both the ESP and additional WESP questions. Facilities using a quench section prior to a WESP are asked to complete the wet scrubber questions alone with the ESP and WESP questions. Details are requested for wet scrubbers used in control systems that may reduce HAP emissions. If a wet scrubber incorporates packed bed absorption you would complete both the scrubber and packed bed scrubber/absorber columns. The wet scrubber questions are also to be completed for biofilter prequench scrubbers. A separate series of questions is included for biofilters and bioscrubbers. The wet scrubber columns are also to be used for electrified filter beds and sand filters.
The questions pertaining to the control system water source and usage seek information for wet control systems including wet scrubbers, WESPs, biofilters, bioscrubbers and similar control devices that use water or generate a wastewater stream. These questions will assist the EPA in assessing the water usage costs and wastewater impacts associated with these control devices.
The solid material handling and disposal questions seek information on the solid material collected or generated for disposal by HAP control devices (e.g., PM, sorbent, packing media changes, etc.). You are not required to respond to these questions for baghouses or cyclones used solely for wood/material handling operations. The purpose of the solid material handling and disposal questions is to provide information for assessing solid waste disposal costs and impacts associated with control devices.
The parameter monitoring questions seek information on the types of continuous parameter monitoring systems (CPMS) in use for each control device such as CPMS for liquid flow rate, pressure drop, temperature, etc. This question pertains to all control devices including those not currently used to show compliance with the PCWP NESHAP. For control devices with THC continuous emissions monitoring systems (CEMS), you are asked to provide the THC concentration limit established during the performance test. You are also asked for describe any approved alternative monitoring approaches, if applicable. The latter two questions, for THC CEMS and approved monitoring alternatives, pertain specifically to APCDs used to control HAP emissions for PCWP NESHAP compliance. The monitoring questions included in this section provide valuable information on how facilities have chosen to demonstrate ongoing operation of the control device and will assist the EPA in evaluating potential future monitoring approaches, as needed.
The APCD tab includes questions pertaining to use of the Routine Control Device Maintenance Exemption (RCDME). Further there are questions specific to APCD startup and shutdown. The intent with startup and shutdown questions is to gather information on practices used to reduce emissions during these periods, and information on APCD monitoring parameters that cannot feasibly be met during startup and shutdown.
Last, there are questions pertaining to control device and CPMS costs associated with HAP emissions controls installed within the last 15 years. Capital costs for HAP emissions controls are requested, along with the base year for the capital cost estimate. Capital costs for CPMS are also requested if they are known. The operation and maintenance (O&M) costs for HAP APCDs and CPMS are requested if they are known. As described in the EPA’s Air Pollution Control Cost Manual:5
Capital Cost means:
(1) The present worth of a
uniform series of periodic costs that continue for an indefinitely
long time (hypothetically infinite).
(2) The value at the
purchase date of the asset of all expenditures to be made in
reference to this asset over an indefinite period of time. This cost
can also be regarded as the sum of capital which, if invested in a
fund earning a stipulated interest rate, will be sufficient to
provide for all payments required to maintain the asset in perpetual
service. (November 1990)
Operating Cost means the expenses incurred during the normal operation of a facility, or component, including labor, materials, utilities, and other related costs. Includes all fuel, lubricants, and normally scheduled part changes in order to keep a subsystem, system, particular item, or entire project functioning. Operating costs may also include general building maintenance, cleaning services, taxes, and similar items.
Maintenance and Repair Cost means the total of labor, material, and other related costs incurred in conducting corrective and preventative maintenance and repair on a facility, on its systems and components, or on both. Maintenance does not usually include those items that cannot be expended within the year purchased. Such items must be considered as fixed capital.
The cost information is requested to inform the EPA of the costs of compliance with the PCWP NESHAP and also to provide the basis for cost analysis surrounding future regulatory options.
l. Startup, Shutdown, Malfunction (SSM) tab
The EPA evaluates the standards that apply during startup and shutdown events while conducting Risk and Technology Reviews (RTR). In December 2008, the US Court of Appeals for the DC Circuit vacated the NESHAP startup, shutdown, and malfunction exemption in 40 CFR Part 63 subpart A. Consequently, we are evaluating whether the current standards developed for normal operation can apply during startup and shutdown in PCWP facilities. Questions pertaining to process unit and control device startup and shutdown are asked in order to provide the EPA with an understanding of the duration and definition of startup and shutdown events for the types of process units and control devices used at PCWP facilities. The EPA is seeking information on the integral nature of startup and shutdown events for the different combinations of process units and control devices used in PCWP. The SSM tab asks about process unit startup/shutdown. As noted above, the APCD tab contains a series of startup/shutdown questions pertaining to control devices. Because Federal NESHAP require continuous monitoring of emissions or control device operating parameters, information is requested about control device parameter limits that cannot feasibly be met during startup and shutdown events. Certain parameters may be “instant on” while others are more transient in nature (i.e., changing as startup or shutdown progresses). Examples could include control device temperature that must heat up to a set point, or pressure drop that cannot be achieved due to low exhaust gas flow from the process unit. The EPA will use this information to evaluate which existing control device parameter limits may remain in effect during startup and shutdown events, and which parameter limits may need to be replaced with another requirement during startup and shutdown.
Deviation Reporting. For the startup and shutdown questions in columns E through J, you are asked to supply information for routine startup and shutdown events associated with planned equipment or facility downtime. Only enter for units currently subject to PCWP control requirements (e.g. presses, dryers). For Columns K and L, provide information for unplanned startup/shutdown events associated with equipment malfunctions that led to excess emission reporting. This information is required to be recorded under §63.2281(e)(5). Columns M and N ask about the duration of the deviations during due to startup, shutdown, control system problems, control device maintenance, process problems, and other causes, which is required to be recorded by §63.2281(e)(6).
m. Miscellaneous Coatings (MiscCoat) tab
Complete the MiscCoat tab for miscellaneous coatings applied to PCWP. Do not include coatings subject to the Wood Building Products NESHAP (40 CFR part 63, subpart QQQQ) in this tab. Select the miscellaneous coating type from the drop-down menu or write in other types of coatings. The menu choices are as follows:
-
Edge seals (panel products) [Group 1]
Synthetic patches [Group 1 at new sources]
Anti-skid coatings
Wood putty [Group 1]
Primers
Fire retardants applied during forming
High or medium density overlay
Concrete forming oil
Paint - logo, etc. [Group 1]
Veneer composing glues
Ink - nail lines [Group 1]
Shelving edge fillers [Group 1]
Ink - trademark/grade stamps [Group 1]
Moisture sealants
Wood patch
Asphalt
“Group 1” indicates “group 1 miscellaneous coating operations” defined in the PCWP rule.
Indicate if each miscellaneous coating is a non-HAP coating in column F. For purposes of the ICR, a “non-HAP coating” means a coating with HAP contents below 0.1 percent by mass for carcinogens as specified by the National Toxicology Program (NTP)6 or International Agency for Research on Cancer (IARC),7 and below 1.0 percent by mass for other HAP compounds. Complete column G for "Group 1 miscellaneous coatings" as defined in the PCWP NESHAP, to indicate what (if any) coating substitutions or changes in practices the facility made to comply with the requirement in the PCWP MACT to use non-HAP coatings for Group 1 miscellaneous coating operations. No additional columns beyond column G are required for non-HAP coatings.
For miscellaneous coatings that contain HAP (i.e., are not “non-HAP coatings,” you are asked to provide the amount of coating used. Next, in the HAP information portion of the tab, you are asked to select the type of HAP from a menu of common coating-related HAPs and to specify the estimated annual HAP emissions for each miscellaneous coating. Having this information for each specific coating will help the EPA review the miscellaneous coating requirements.
n. Wastewater (WW) tab
The WW tab is to be completed by any PCWP facility that treats and/or discharges process wastewater generated at the plant. The WW tab seeks facility-level information so only one row needs to be completed per facility.
Zero discharge facilities that do not generate HAP-containing process wastewater requiring treatment under Clean Water Act (CWA) regulations and guidelines only need to fill out columns C through F of the WW tab. The first yes-no question in column C in the WW tab asks if the facility generates HAP-containing process waters from equipment or air pollution control devices that require onsite or offsite wastewater treatment to remove HAP. For purposes of the survey, “HAP-containing” process waters are waters with the concentration of any HAP in excess of 1 ppm based. You are not asked to perform any new measurements to determine the HAP concentration of waters to respond to this question. It is expected that your response would be based on readily-available information, process knowledge, or engineering judgement. Columns D through F ask yes-no-NA questions regarding case-by-case exclusions from the 40 CFR Part 429 effluent guidelines established under the CWA for PCWP air pollution controls. Review the questions in columns C through F to determine if your facility needs to fill out the information requested in the remainder of the tab. Generally, facilities with wastewater permits which have established effluent guidelines for wastewater discharges or treat HAP-containing PCWP process wastewater will need to complete the entire spreadsheet tab.
If PCWP process wastewater containing HAP is sent to a POTW for treatment, respondents will only need to complete the spreadsheet as far as the POTW information in column K and provide technical support documents from the POTW that demonstrate how HAP in process wastewater is contained and destroyed.
For facilities with onsite wastewater treatment, complete the remainder of the WW tab by following the instructions in the “Instruction” row. Information is requested on the sources of the wastewater, overall treatment plan throughput, type of wastewater treatment system, and practices used to reduce HAP emissions, and whether any measurements or modeling have been conducted.
Within the WW tab, you are requested to provide documentation to support various responses, including (if applicable):
Wastewater effluent limit permits and any case-by-case BPT/BAT analyses;
Wastewater treatment plant (WWTP) flow diagram showing each wastewater handling/treatment unit if your facility has obtained a wastewater permit establishing an effluent limit;
Plan required under Tables 5 and 7 of the PCWP rule to demonstrate how HAP captured by a wet control device are destroyed, if your facility uses a wet control device as the only means of HAP control; and
WWTP emission estimates from measurements, fenceline monitoring, or modeling, if available.
D4. Emissions Data (PCWP_survey.xlsx and PCWP_CEMS.xlsx)
Appendices 2 and 3 of this survey contain tables of process units and pollutants for which existing emissions data are requested. Emissions data and emissions estimates are being requested in the form of emissions test reports from previously conducted emissions tests, continuous emissions monitoring data, and emissions estimates based on information provided to state or federal agencies or developed to respond to this survey, whichever is available. You are not required to conduct any new emissions testing or continuous emissions monitoring to respond to this survey.
Supply previous emissions test data by following the instructions for the Emissions Tests (EmTest) tab. Supply continuous emissions monitoring system (CEMS) data (if available) by following the instructions for the PCWP_CEMS.xlsx spreadsheet. Provide emissions estimates by following the instructions for the in the HAP Emissions tab in the PCWP_survey.xlsx spreadsheet.
The emissions data collected will provide valuable information on current emissions levels. The data will allow the EPA to consider variability in emissions from facility to facility and over time for a given process unit and pollutant. The data collected will facilitate the emission standard review for processes with existing limits. The data will also provide emissions information for process units for which the EPA did not establish emission standards in the PCWP NESHAP (i.e., units subject to the court-ordered remand). Information collected will be used to create the modeling file needed to conduct the risk assessment portion of the RTR.
a. Emissions Tests (EmTest) tab
Test reports from previously-conducted emissions tests are requested for the PCWP process units listed in Appendix 2. Appendix 3 provides a crosswalk of the pollutants, test methods, and cutoff dates for previous test reports requested. Previous emissions test data representative of your current operations are requested. Facilities may, but are not required to, supply emission test reports for previous configurations; such data could be useful to the EPA for assessing before-and-after configuration-change performance.
Using the EmTest tab in PCWP_survey.xlsx, please list previous emissions tests that you are providing with your survey response as specified in Appendix 3. Attach an electronic, searchable copy of each test report to your response (e.g., a searchable Adobe pdf file). When submitting test data, the EPA is requesting full test reports with field and lab data sheets and example calculations, not just summary reports.
The purpose of the EmTest tab is to provide a catalogue of the emissions test reports provided. The catalogue will aid the EPA in quickly assessing data availability and compiling an emissions data base.
File Name and Year. In the EmTest tab, enter the file name of each emission test report you provide and the year when the test was conducted. You will create one row for every PCWP emission release point and pollutant tested in each test report. Reenter the file name and year (see tip below8) on each row, as needed, to create rows for every PCWP emission point and pollutant. For example, if dryer_test.pdf is a test report containing two dryers (one stack each) tested for PM and THC, you would enter four rows (dryer 1 PM, dryer 1 THC, dryer 2 PM, and dryer 2 THC). You are not required to enter rows in the EmTest tab for emission sources outside of the PCWP source category such as boilers, or to enter data for non-HAP pollutants other than those listed in Appendix 3.
Emission Release Point ID. Use the dropdown menu to select the PCWP process unit Emission Release Point ID tested. Reenter the Emission Release Point ID on a new row for every emissions test report and pollutant test that is provided for the release point. The Emission Release Point ID drop-down menu list is based on the PCWP Process Unit IDs you specified in the EquipDetail tab. The Emission Release Point ID you enter will prepopulate the shaded columns F, G and H containing the process unit ID(s), process unit type(s), and product(s) previously entered in the EquipDetail tab.
Air Pollution Control System and Inlet/Outlet. Specify the air pollution control system used during the emission test. This is the control system affecting emissions upstream of the emission point tested. For example, if a WESP/RTO system was tested at the WESP outlet prior to the RTO, enter “WESP” as the control system testing so it is clear that emissions were not influenced by the RTO. If the WESP/RTO system was tested at the RTO outlet you would enter “WESP/RTO” as the control system to reflect that emissions were influenced by both the WESP and RTO.
Specify whether inlet or outlet data are provided for the air pollution control system listed. If no control system was used during the test, select “Outlet.” If the test measured percent reduction across the control system, select “Inlet and Outlet.”
Pollutants and Test Methods. Select (or write in) the pollutant tested and the associated test method in columns K and L. The menu choices for pollutants to include on each row are:
-
Methanol
MDI
Formaldehyde
PM
Acetaldehyde
PM10
Acrolein
PM2.5
Phenol
Opacity (Method 9)
Propionaldehyde
HAP metals
THC (as carbon)
POM
THC (as carbon) minus methane
THC (as propane)
For a “total HAP” test, defined in the PCWP NESHAP as the sum of the 6 HAP: acetaldehyde, acrolein, formaldehyde, methanol, phenol, and propionaldehyde, you would enter 6 rows for each emission point tested - one row for each of the 6 HAP compounds included in the test.
For tests involving “other HAP” included in Appendix 3, write the pollutant tested in the “Pollutant” column - selections from the menu are limited for simplicity.
Tests involving HAP groups measured by the same test, including Method 29 HAP metals or Method 429 POM/PAH may be listed as “HAP metals” or “POM” on one row instead of listing every specific compound. The EPA will extract speciated data from the emissions test report at a later date.
Several “Pollutant” menu choices are available for THC:
Select “THC (as carbon)” for Method 25A tests where the result was reported as carbon consistent with how THC is measured to show compliance with the PCWP rule.
Select “THC (as carbon) minus methane” for Method 25A tests that involved simultaneous methane testing a where the result was reported as carbon minus methane. The PCWP rule allows subtraction of methane from the THC measurement.
Select “THC (as propane)” for tests where the result was reported as propane. While the EPA is not requesting VOC data obtained using the OTM-26 calculation procedure, the EPA is interested in receiving Method 25A THC (as propane) measurement data obtained for purposes of OTM-26. We can convert Method 25A results reported “as propane” to an “as carbon” basis.
The “other process units/pollutants included in the test report” column asks for you to list any additional PCWP process units or pollutants for which test data are available in the test report supplied. You do not need to note data for process units outside of the PCWP source category such as boilers. However, please note if emissions data for PCWP process units or pollutants beyond those requested are in the test report (e.g., dryer NOX or SO2 data). Although the EPA is not requesting these data it will be helpful to know which test reports contain data for additional pollutants. The EPA can use this data to evaluate secondary air impacts from control devices used to comply with the PCWP NESHAP.
Describing the Emission Unit Configuration. The EmTest tab contains multiple questions relating to the emission unit configuration during the test. One question asks if the emission point tested is “isolated from other nearby emission points” to provide a space for respondents to indicate if nearby emission sources may have influenced emissions during the test. This question is of importance for process units where emissions are not deliberately captured or isolated from other units through integral ductwork (e.g., for most dryers) or an enclosure (e.g., for a reconstituted wood products press). Select “Yes” if the emission point tested was isolated from other emissions points (e.g., via use of in-stack test ports). Select “No” if the emission point tested was not isolated from emissions from other nearby process units. An example of an emission point that is not isolated could be a fugitive vent tested that was very likely to have been drawing in air from multiple process. You are asked to explain how nearby emission points may have influenced the test results in the next column. Select “Unknown” if you are unsure.
Include results of capture efficiency testing and discussion of measures taken to isolate the process unit emission point tested from other nearby process unit emission points, as applicable. The EPA is also requesting reports of capture efficiency testing in conjunction with process units such as presses where a capture demonstration was required. Examples of capture demonstrations include use of a permanent total enclosure or wood products enclosure meeting the design criteria in the PCWP rule, 40 CFR part 51 Method 204A-F testing of a temporary total enclosure, and the use of the tracer gas method in Appendix A of the PCWP rule (subpart DDDD). Note that you are asked to provide the percent-capture result from such testing in the Press, BC, or EWPPress tabs (as applicable) in addition to submitting the capture testing report in conjunction with reports supplied with the EmTest tab.
The yes-no question asking if the “process unit production rate specified in the test report” is included to allow the EPA to easily determine which test reports may be useful for developing emission factors.
A question and explanation column asking if “the configuration of the process unit, combustion controls, collection system, or APCD changed since the test was conducted” is included to indicate whether the emissions test data remain representative of your current operations. Emission test reports for previous configurations are optional, but are requested because they may provide insights into emission reductions that may be gained through various process changes. For example, if a facility supplies test reports from before and after implementation of the CARB and TSCA rules limiting formaldehyde from panel products, these data will help the EPA evaluate the effect of such changes on PCWP press and board cooler emissions. Facilities may (but are not required to) supply emission test reports for configurations prior to installation of controls to meet the PCWP NESHAP.
An optional “process testing notes” column is included to allow space for you to indicate any information you believe would be useful for the EPA to know about the emissions test conducted.
Testing Frequency and Cost. Questions regarding testing frequency for the process unit and pollutant are asked to gauge how often facilities are required to test. Emissions testing costs are requested to help inform the EPA for purposes of evaluating ongoing emissions testing costs.
b. Emissions Estimates (HAP Emissions) tab
1. HAP Emissions Tab Overview
Hazardous air pollutant emission estimates for the PCWP source-category process units listed in Appendix 2 are requested in the HAP Emissions tab in PCWP_survey.xlsx. Emission estimates are requested in units of tons per year (tons/year) and maximum pounds per hour (lb/hr). Emission estimates should be representative of actual mill production rates in the 2016 base year for the ICR.
Emission estimates must be provided in the HAP Emissions tab for every Release Point ID that emits HAP. Before this tab can be completed, Release Point IDs must be supplied in your EquipDetail tab responses. The Release Point IDs are carried through to the ReleasePt tab and then into the HAP Emissions tab. The EPA’s risk model will combine the stack parameters and longitude/latitude coordinates specified in the ReleasePt tab with the emissions estimates specified in the HAP Emissions tab to calculate residual risk. Therefore, it is important that the information provided for each Release Point ID is as accurate as possible.
As noted above, the HAP Emissions tab is prepopulated with the Release Point IDs and other process unit descriptors from the EquipDetail tab. The process unit type and process unit ID are provided to aid in estimating emissions. Emission estimates using emission factors are often developed on a process unit basis, but must be apportioned to the appropriate Release Point IDs as described below.
Fifty rows are allotted for each Release Point ID in the HAP Emission tab. Each row will be used for a single pollutant that you select from the menu in column I. A block of 50 rows is provided for each emission release point to ensure there are enough rows for every pollutant. However, most release points will have far less than 50 pollutants. You may consider hiding the extra empty rows for easier viewing. Blank rows are provided at the end of the sheet in the unlikely case a particular release point requires more than 50 pollutant rows.
You are required to populate the columns for Start and End date, Pollutant, Method for Determining Emissions, Estimated Actual Emissions (tons/year), Estimated Allowable Emissions (tons/year), and Estimated Maximum Emissions (pounds/hour) as described in Section D4b2 below. The remaining columns in the HAP Emissions tab are for the Provisional Calculation Tool, which is an optional emission-factor calculation resource you may choose to use for estimating emissions in the absence of more-accurate site-specific information. Instructions for using the Provisional Calculation Tool are provided in Section D4b3 below. The columns and instructions pertaining to the Provisional Calculation Tool can be ignored if you are not using the tool.
Resources of Estimating HAP Emissions. Appendix 9 provides the list of the 187 HAP. Site-specific HAP emissions measurement data are the preferred basis for your emission estimates. Emission estimates may be calculated based on emission factors and site-specific operating data in the absence of measurements. If required by your delegated authority, you may already have an up-to-date HAP emissions inventory for your facility that could be used as the basis for completing the HAP Emissions tab.
In addition, you may find some HAP emissions estimates for your facility submitted by your state or local air pollution control agency as part of the EPA’s National Emissions Inventory (NEI). State and local air agencies are not required to supply HAP emissions data through the EPA’s Emissions Inventory System used in creation of the NEI but may do so on a voluntary basis. The most recent version of the NEI is available at https://www.epa.gov/air-emissions-inventories/2014-national-emissions-inventory-nei-data for 2014. The NEI data set contains varying levels of HAP emissions detail for different PCWP facilities and would review substantial review and augmentation for purposes of the PCWP NESHAP residual risk review. Although the EPA determined that more recent and complete emissions estimates are preferable for the PCWP residual risk review, some facilities may choose to review their NEI data set as part of creating their 2016 emission estimates for inclusion in the HAP Emissions tab.
Appendix 10, Resources for Estimating Emissions, contains references to documents containing emission factors that you may find useful for developing your emission estimates. Furthermore, a Provisional Calculation Tool has been provided within the HAP Emissions tab for facilities that may not otherwise have a HAP emissions inventory and would need to create one for purposes of the ICR. The tool operates by looking up publicly-available emission factors based on the SCC code associated with each emission release point ID. Most of the emission factors in the tool are based on AP-42. Use of the provisional calculations is optional. You may use the provisional calculations for any pollutants for which you do not have site-specific or other more-representative emissions data. The provisional calculations should not be used when more-representative site-specific data are available.
To accompany the Provisional Calculation Tool, the EPA has provided a crosswalk of SCC codes indicating pollutants with publicly-available emission factors (e.g., from AP-42 Chapter 10), referred to as the “SCC Crosswalk.” in Appendix 8 of these instructions.
CBI. There is no red CBI block in the HAP Emissions tab because emissions data are not considered to be CBI. If you plan to use the provisional calculations, it is important that you do not redact CBI production rates from the spreadsheet until after you have copied/pasted (as values) the results of the provisional calculations. Otherwise the necessary production data will not be available and the calculations will not work.
2. Completing the Required Fields
To complete the required fields in the HAP Emissions tab, first note the prepopulated Release Point ID. The Process Unit Type and ID are also prepopulated. Emissions estimates are required for each Release Point ID. However, a release point may combine multiple process units.
Release Point ID. Looking at each release point ID, consider the following:
Are there HAP emissions associated with the Release point ID? If you do not already have site-specific data, you may find the SCC Crosswalk helpful for identifying HAP compounds expected to be emitted. The SCC for each emission release point is prepopulated in column P of the HAP Emissions tab for reference. If no HAP emissions are known to be associated with a Release Point ID, then you may select “NA-No known HAP emissions” from the “method for determining emissions” menu in column K and leave the remaining required columns blank.
Does a process unit have more than one Release Point ID? You can identify process units with multiple release point IDs by checking to see if the same Process Unit ID appears in more than one block of rows. If so, then the process unit most likely has multiple emission release points. In this case, emission-factor estimates for the whole process unit may need to be apportioned across the different Release Point IDs using engineering judgement. For example, a hardwood veneer dryer may have two zones with separate stacks with 50% of the dryer emissions occurring at each stack. In this case, you would assign 50% of the emissions to each Release Point ID. If you are using the Provisional Calculations, you would apportion emissions using the “release point emissions apportionment fraction” column.
Does the same Release Point ID appear in more than one block of rows in column F? If so, it is likely that multiple process units vent through the same emission point. In the HAP Emissions tab, you would provide an emission estimate for each process unit routed to the emission point. For many pollutants, it is likely that you would be estimating process-unit level emissions using emission factors and control efficiency. The emission estimates for multiple process units venting through the same release point would be additive, meaning the sum of the process-unit level emissions would be used by the EPA’s residual risk model for the shared emission release point.
If you have stack test results for a pollutant reflecting total emissions from all process units venting to the release point, then you would need to apportion the total measured emissions across all process units venting to the release point using engineering judgment. For example, you might apportion emissions measured at the RTO outlet for 3 dryers using the throughput from the each to assign a portion of the measured emissions to each dryer.
For combinations of different types of process units with measured emissions that are cannot reasonably be apportioned (e.g., a press and a dryer venting to one release point), you could enter the total emissions on one row (for unit X) and indicate in the “pollutant” column (for unit Y) that “combined emissions are provided for process units X and Z in the row for unit X.” In the comments column for unit X, you could also indicate that “This row contains combined emissions for process units X and Y.” These notes would alert the EPA to the fact that combined emissions are provided in one row.
Regardless of the approach you choose, please take care not to double-count emissions by applying the measured emissions for a release point multiple times without apportioning properly.
Start/End dates. Enter the start and end dates for the emission estimates provided in YYYYMMDD format. For example, enter 20160101 to 20161231 for January 1 to December 31, 2016.
Pollutant. Select each pollutant emitted from the menu in the “Pollutant” column. If the pollutant is not listed in the menu, you may write it into the Pollutant column. Space if provided for 50 pollutants which will be more than enough rows for most emission release points. Use the blank rows at the bottom of the table should you need to add more than 50 pollutants for a give Release Point ID.
The “pollutant type note” column is needed for the provisional calculation formulas and will automatically display “organic,” “metal,” or “user-added” based on the pollutant you enter provided you use the exact spelling from the pollutant menu. There are no provisional calculations for user-added pollutants. If you intend to use the provisional calculations, please verify the “pollutant type note” column updates so the provisional formulas will work properly. Otherwise, you may ignore the “pollutant type note” column.
You may find the SCC crosswalk provided in Appendix 8 helpful for identifying pollutants based on process unit type. The SCC crosswalk lists the pollutants with available provisional calculations. Pollutants for which all data used in evaluating emission factors was non-detect are not included in the provisional calculations. It is not necessary to include emission estimates based on measurements that were always below the detection limit.
Certain pollutants may require speciation for more accurate risk modeling results, as described later in this section.
Method for Determining Emissions. For each pollutant entered, indicate the method used for determining actual emissions by selecting one of the following menu choices:
-
01 - CEMS
08 - Default Category Emissions Profile
02 - Source Test
09 - Manufacturer Specification
03 - Emission Models
10 - MSDS
04 - Information Collection Request
11 - Engineering Judgement
05 - Material Balance
99 - PCWP Provisional Calculation
06 - Speciation Profile
NA-No known HAP emissions
07 - Emission Factor
The “Method for Determining Emissions” column corresponds with the actual emissions column; there are no corresponding columns to mark for allowable or maximum emissions.
Actual, Allowable, and Maximum HAP Emissions. Actual HAP emission estimates (tons/year) must be provided for each individual HAP compound. Actual emissions account for the effects of any APCDs that may be installed to reduce emissions. For example, if an RTO reduces uncontrolled emissions you would provide emissions at the RTO outlet.
Allowable emissions data are also requested. Allowable emissions include emissions (tons/year) that are allowed under the PCWP NESHAP. For example, if actual emissions are 10 tons/year considering controls and compliance margin, but the facility is allowed to emit 15 tons/year under the PCWP NESHAP emission limit, then allowable emissions would be 15 tons/year. If the PCWP NESHAP does not currently limit HAP emissions for a given process unit, then the allowable emissions would equal the actual emissions.
Maximum emissions on a short-term basis (in lb/hr) are also requested for purposes of acute risk modeling. An example of maximum hourly emissions may be short term (peak) uncontrolled emissions during peak production rates or during a time when the RCDME is used (e.g., when the 90% control efficiency is not being achieved).
Enter your actual, allowable, and maximum HAP emissions estimates into columns M-O. As noted previously, site-specific emissions measurement data are preferred but emission estimates may be calculated based on emission factors and site-specific operating data, mass balance, or other means in the absence of measurements. If you use the Provisional Calculation Tool described below for the actual, allowable, or maximum emissions, after reviewing the calculated emissions for representativeness, you would paste the resulting calculated emissions as values into columns M-O.
Speciation of Selected HAPs. If emitted, compounds such as mercury, chromium, PAHs, and dioxin/furan would require speciation for more accurate risk modeling. If not speciated, the most potent form of the compound will be assumed by the EPA for risk modeling.
The different oxidation states of mercury compounds vary in toxicity, but also in exposure pathway (e.g., inhalation, ingestion). The most common mercury species are divalent mercury (Hg+2) (including both particulate and gaseous forms) and elemental gaseous mercury (Hg0). If mercury is emitted, in the absence of data on the specific oxidation state, the mercury emissions estimate can be speciated onto different pollutant rows in the HAP Emissions tab using the NEI default multipliers of 0.2 for particulate divalent mercury (pollutant code 202), 0.3 for gaseous divalent mercury (pollutant code 201), and 0.5 for elemental gaseous mercury (pollutant code 200).
For chromium, the default multipliers for PCWP SCC codes are 0.28 for hexavalent chromium and 0.72 for trivalent chromium.
Polycyclic organic matter is comprised of a large number of individual compounds, which can be divided into the subgroups of polycyclic aromatic hydrocarbons (PAHs) and PAH-derivatives. Each compound has its own toxicity level and can vary in exposure pathway. If POM data are reported, speciation into individual PAHs is needed, if a speciation profile is available.
Similarly, if dioxin/furan is emitted from any PCWP process units, individual dioxin/furan congeners, specifically those used to determine the 2,3,7,8-TCDD toxic equivalency (TEQ), are needed for the EPA’s risk analyses. The congeners of interest are listed in Appendix 10, along with the toxic equivalency factor (TEF) used to express the mass of each congener in terms of its 2,3,7,8-TCDD TEQ.
3. Using the Optional Provisional Calculation Tool
The two sections to the right of the HAP emission tab contain the Provisional Calculation Tool Parameters and the Provisional Emissions Calculations for optional use in the absence of more accurate data. Select “Yes” in the “View Provisional Emissions Calculations” column so the emissions calculations formulas will appear. Columns within these sections that are shaded light purple include operating data prepopulated from elsewhere in the ICR spreadsheet. Purple columns are not to be edited, but have been provided to allow you to review the calculation parameters for representativeness and accuracy before deciding whether to use each provisional calculation. To use the provisional calculations, you will enter information into the white columns for the release point apportionment fraction and control efficiency. The provisional calculations are based on publicly available emission factors (e.g., emission factors from AP-42 most closely associated with the applicable SCCs) and production data and control system data provided throughout the ICR spreadsheet. Within the provisional calculations, you have the choice of entering a more representative emission factor than the factor provided in the optional site-specific numeric emission factor column.
Caution! The Provisional Calculation Tool is comprised of
formulas that extract respondent-provided data from the ICR and
couple the data with the most closely related publicly available
emission factors for each SCC to estimate emissions. Respondents
using the tool are responsible for ensuring correct parameters are
input into the tool and reviewing the resultant calculations for
representativeness of their operations. Failing to input correct
parameters will result in flawed emission calculations. The tool is
only to be used in the absence of more site-specific, representative
information.
If you are using the provisional calculation for actual emissions, select “99 - PCWP Provisional Calculation” in the column asking for the method used to determine emissions. You may use a provisional calculation for allowable or maximum emissions even if you do not use it for actual emissions.
The block of columns labeled “Provisional Calculation Tool Parameters” beginning in column P contains prepopulated production parameters used in the calculations. You will need to review the prepopulated information in the light purple shaded columns and enter parameters into the white columns in this area.
SCC, most closely related available emission factor description, and emission factor source – The SCC for each Release Point ID in the HAP Emissions tab is prepopulated with the SCC you selected in the ReleasePt tab.
The column labeled “Most Closely Related Available Emission Factor Description” provides a description of the set of emission factors used in the provisional calculations for each SCC. This column may differ from the SCC description because AP-42 emission factors are not available for every PCWP SCC. The list of SCCs was expanded in recent years to encompass more variations in PCWP process unit characteristics. In selecting the emission factors for each SCC, if no set of emission factors was available for a given SCC, then the most closely-related set of emission factors was used in the provisional calculation tool erring on the conservative side such that emissions would be more likely to be overestimated for purposes of the EPA’s risk analysis than underestimated.9 Before deciding whether to use the provisional calculations, you need to review and consider whether the most closely related available emission factor provided is sufficiently representative of your operations. If you conclude that the emission factor is not representative, then you may enter a more-representative emission factor into the “Site-specific Numeric Emission Factor (Optional)” column or opt to use an approach other than the provisional calculations to provide your emissions estimates.
The “Organic HAP Emission Factor Source” column provides a reference for the most closely related organic HAP emission factor. The metals emission factors did not originate from AP-42, but were derived from wood/bark residual fuel analysis data collected from the forest products industry for boilers.
Throughput and units of measure – The numeric value for the process unit throughput and the throughput units of measure are prepopulated into columns S and T from the entries you provided previously in process-specific tabs including the various dryer, press, and other equipment tabs. Please review the numeric throughput values and units of measure provided to ensure they are representative of the process unit for purposes of calculating emissions. If not representative, these parameters would need to be changed in the relevant tab or a method other than the provisional calculations needs to be used to estimate emissions.
Operating Hours and APCD System – The process unit operating hours (hr/yr) and APCD system listed in the EquipDetail tab for the Process Unit ID are prepopulated into the columns U and V. The value for operating hours is used in the provisional emissions calculation. The APCD system is provided for reference to assist you in entering an estimate for the control efficiency. Please review the values provided to ensure they are representative of the process unit for purposes of calculating emissions. If not representative, these parameters would need to be changed in the EquipDetail tab or a method other than the provisional calculations needs to be used to estimate emissions.
Release point emissions apportionment fraction – The release point emissions apportionment fraction is used to apportion emissions from a single process unit across multiple release points. Emissions are calculated for a specific process unit type (using formulas provided in this section below). However, it may be necessary to divide the process unit emissions across multiple release points. For example, for a process unit with 2 stacks you might enter 0.5 to apportion half of the calculated emissions to each stack. In this example both stacks would appear as separate rows in the HAP emissions tab. An “IF” formula is included in the release point emissions apportionment fraction column to default the release point emissions apportionment fraction to 1 (or 100%). If you need to apportion emissions across multiple release points, simply overwrite the formula with the desired decimal fraction. The value you enter may not exceed 1.
Estimated combined HAP collection-control efficiency – If the process unit emission point is controlled to reduce HAP emissions, you would enter a combined collection and control efficiency. For most process units, the collection efficiency is assumed to be 100% (e.g., for dryers or presses with permanent total enclosures). However, if you are capturing, for example, only 80% of the emissions for a given process unit and delivering the captured emissions to control device that reduces the emissions by 90%, you would enter 0.8 x 0.9 = 72% for the combined collection and control efficiency. The value entered for the combined organic collection-control efficiency is a decimal percentage that cannot exceed 1 (for 100%). Leave the value blank or enter 0 for uncontrolled units.
Estimated PM control efficiency and Direct wood-fired dryer MMBtu/hr (for metal HAP only) – The provisional calculations estimate the potential for metal HAP emissions from direct wood-fired dryers. Metal HAP, as indicated in the “pollutant type note” column, require a different calculation formula than organic HAP. (The provisional calculation formulas are provided later in this section.) The provisional metal HAP emissions estimates are calculated using emission factors derived from wood/bark residual fuel analysis data, PM control device efficiency, and the MMBtu/hr of wood firing required by the dryer. The “estimated PM control efficiency” column will turn white when metal HAP pollutants are entered in the pollutant column and the calculated MMBtu/hr associated with wood firing for the dryer will appear in the purple “Direct wood-fired dryer MMBtu/hr” column. Enter an estimated PM control efficiency across the APCD system as a decimal percent (not to exceed 1) for use in the provisional HAP metals emissions estimates. If no site-specific (or otherwise representative) information is available you may assume 0.99 for wet or dry ESPs or baghouses, 0.95 for wet scrubbers, or 0.90 for cyclone or multiclone mechanical collectors. It may be assumed that HAP metals are emitted in particulate form and therefore are controlled as PM, with the exception of non-particulate (gaseous) forms of mercury. Enter zero for the PM control efficiency for non-particulate (gaseous) forms of mercury.
The MMBtu/hr value in column Z is pre-populated based on the total heat input capacity reported for wood or bark firing calculated from the information provided in the in the DFDryFuel tab. The responses provided in the DFDryFuel tab for MMBtu/hr, primary and supplemental fuel type, and approximate percent of annual heat input capacity are used to calculate the MMBtu/hr provided in the HAP Emissions tab. Only wood/bark fuels are included in the provisional calculation because the PCWP SCCs do not distinguish among fuels other than wood and natural gas, the most common dryer fuels in the PCWP industry.
The “Direct wood-fired dryer MMBtu/hr” column will remain blank if the pollutant entered on the row is not a metal HAP, or if no information is included in the DFDryFuel tab. For direct-fired dryers burning fuels other than wood, the wood-fired MMBtu/hr displays as zero, resulting in zero emissions. If you have HAP metals emissions estimates for direct-fired dryers burning non-wood fuels, then those emission estimates can be entered into the required columns of the HAP emissions tab directly without using the provisional calculations.
Emission Factors, Units, and Scalar – The default emission factor used in the provisional calculations appears in the “Provisional Numeric Emission Factor” column if a default emission factor is available. The corresponding units of measure for the default emission factor appear in the “Units for Numeric Emission Factor” column.
In some cases, there may be no emission factor available for use in the provisional calculations either because no HAP data were available for use in developing emission factors or because all of the HAP data evaluated were below the test method detection limit (i.e., reflected as “BDL’ in AP-42). If no emission factor is available for a given SCC, then “No EF for SCC” will appear in the Units for Numeric Emission Factor column. If no emission factor is available for a particular combination of pollutant and SCC then “No EF for pollutant” will appear.
If no default emission factor is available or you are aware of a more-representative emission factor that you would like to plug into the provisional calculation, then you may enter the updated emission factor into the “Site-specific Numeric Emission Factor (Optional)” column as long the units of measure for the emission factor correspond with the throughput units of measure for the process unit in column T. (If the units of measure do not match, simply convert the numeric value for the site-specific factor to get matching units. See the formulas for the provisional emission factor calculations below).
Prepopulated “emission factor scalar” and “scalar units of measure (UOM)” columns displayed available for situations where the units of measure for the available emission factor need to be converted to match the “throughput units of measure” column. A value of 1 and “unity” will appear when the units of measure match. When units do not match, the appropriate conversion to be applied will display.
Site-specific Numeric Emission Factor (Optional) – You may enter a site-specific emission factor to replace the default emission factor if desired as long the units of measure are the same. Supplying a site-specific emission factor is optional. It is imperative for the units of measure to be the same as the default provisional emission factor for correct results.
Provisional Calculated Actual Emissions – Formulas for the provisional actual emissions calculation (tons/year) are provided below.
-
HAP type
Default Emission Factor (EF) formula
Site-specific EF formula
Organic
S x W x (1-X) x AC / 2000 x AD
S x W x (1-X) x AA / 2000
Metal
Z x U x W x (1-Y) x AC /2000
Z x U x W x (1-Y) x AA /2000
Where:
S= Throughput (amount/yr), where “amount” is a specific production unit of measure
W = Release point emissions apportionment fraction (dimensionless)
X = Estimated combined organic HAP collection-control efficiency (decimal percent)
AC = Provisional Numeric Emission Factor (lb/amount)
AD = Emission Factor Scalar
AA = Site-specific Numeric Emission Factor (lb/amount)
Z = Direct wood-fired dryer (MMBtu/hr)
U = Process Unit Operating Hours (hr/yr)
Y = Estimated PM control efficiency (decimal percent)
2000 lb/ton
Provisional Calculated Allowable Emissions – Formulas for the provisional allowable emissions calculation (tons/year) are provided below. “Allowable” emissions consider the compliance margin between actual emissions and applicable emission limit. The provisional calculation estimates emissions based on the difference in actual vs. and allowable organic HAP control efficiency of 90 percent. Actual = Allowable if no organic HAP control is used, and for all metals because the PCWP rule does not currently limit metal HAP emissions.
-
HAP type
Default and site-specific EF formulas
Organic
If organic HAP control efficiency [X] equal or less than 90%,
allowable emissions [AG] = actual emissions [AF]*
If organic HAP control efficiency is greater than 90% and less than 100%, allowable emissions (AG) = actual emissions (AF) x (1-0.9)/(1 – X)
If organic HAP control efficiency = 100%, allowable emissions [AG] = 10% of uncontrolled emissions calculated as: AG = S x W x (0.1) x AC / 2000 x AD
Metal
allowable emissions [AG] = actual emissions [AF]
AF = Provisional Calculated Actual Emissions (tons/yr)
AG = Provisional Calculated Allowable Emissions (tons/yr)
*Facilities using the production-based compliance option or with limits based on an emissions average should use a different approach for estimating allowable emissions considering allowable emissions under the applicable PCWP NESHAP emission limit.
Provisional Calculated Maximum Emissions – Formulas for the provisional maximum emissions calculation (lb/hr) are provided below. The maximum emissions reflect estimates of the highest short term emissions during the calendar year. The maximum short-term emissions are calculated as the annual uncontrolled emissions divided by annual operating hours to approximate maximum lb/hr assuming there is 1 hour when the process is operating but the control device is out of service (e.g., during the PCWP routine control device maintenance exemption).
-
HAP type
Default EF formula
Site-specific EF formula
Organic
S x W x AC / U x AD
S x W x AA / U
Metal
Z x W x AC
Z x W x AA
Pollutants with Available Provisional Calculations for this SCC – This column of the spreadsheet lists the pollutants in the set of available provisional calculations for a given SCC. This column is provided for informational purposes. The same information is also provided in the SCC Crosswalk in Appendix 8 which identifies HAP for which provisional calculations are available. Pollutants for which all data used in evaluating emission factors was non-detect are not included in the provisional calculations. It is not necessary to include emission estimates based on measurements that were always below the detection limit. However, if your facility is known to emit a HAP not included in the list of pollutants for which provisional calculations are available, you would need to use another method to estimate emissions for that pollutant.
The HAP metals with provisional calculations include: Antimony, Arsenic, Beryllium, Cadmium, Chromium, Cobalt, Lead, Manganese, Mercury, Nickel, Selenium, Chromium III, Chromium VI, Elemental Gaseous Mercury, Gaseous Divalent Mercury, and Particulate Divalent Mercury. The default chromium and mercury emission factors are speciated using the defaults described previously.
Copying/Pasting Provisional Calculations into the Required Emissions Columns – You are not finished with a provisional calculation until you have populated columns M-O!
To complete the use of a provisional calculation, after reviewing the prepopulated data for representativeness and entering the required information, you must copy and paste special as values the calculated actual, allowable, and/or maximum emissions results from columns AF-AH into the corresponding required columns M-O for each pollutant. It is extremely important that you paste the calculated results “as values” so that you do not copy/paste the underlying formulas. Copying the formulas will result in errant values when they are posted.
How do I paste as values?
To paste as values in Excel, select the cells you wish to copy and right click to copy them. Navigate to the destination cells, right click and select “Paste Special” and choose “Values.”

c. CEMS data (PCWP_CEMS.xlsx)
You are not required to install or operate any new CEMS to respond to this survey. The EPA is requesting existing CEMS data for calendar year 2016 (CY2016) operations from facilities that have installed CEMS on APCD controlling process units currently subject to emission limits or work practices under the PCWP NESHAP. For example, provide CEMS data if you continuously monitor total hydrocarbon (THC) to demonstrate compliance with the 20 ppm limit from the add-on control compliance option 2 in Table 1B to Subpart DDDD of Part 63. You do not need to supply CEMS data for power boilers unless they were installed to show compliance with a PCWP NESHAP emission limit.
CEMS data that are representative of your current operations are requested. Continuously monitored emissions of THC, PM, carbon monoxide (CO), or specific HAPs are of interest. You are not required to supply CEMS data that are no longer representative of the current process unit and control system configuration.
The PCWP_CEMS.xlsx spreadsheet is divided into three tabs to reflect different averaging times. The CEMS tab reflects 1-hour averages while the CEMS3hr and CEMS24hr tabs reflect 3-hour and 24-hour averages. You only need to complete one of the tabs for each CEMS based on the averaging time used at your facility. Each worksheet is designed to accommodate data for one pollutant from one CEMS (including oxygen data, if applicable). If you have multiple pollutants or CEMS (e.g., two CEMS on different process units), then you must make multiple copies of the tab in order to enter data for the additional CEMS.
If providing oxygen correction data, please use the drop-down menu question at the top of column N to indicate whether the pollutant concentrations provided in column N are the O2-corrected concentrations or actual measured concentrations uncorrected by the O2 data provided.
Please use columns N and O to label data averages that were impacted by startup or shutdown conditions, or that would be considered invalid during calibrations, process unit downtime (e.g., periods of zero production, or when the process unit is offline but the CEMS may continue to operate), or for other reasons. This information provides valuable insights into how emissions may change during periods outside of normal operation.
Columns P through R provide optional space for inclusion of data in alternative units of measure should you wish to provide data in a different form.
What if my data are not in a form that can be inserted into the
CEMS tab?
It is very
helpful for the EPA’s data analysis purposes if data are
entered into the CEMS template provided. However, we understand that
some CEMS software may not be configured to provide output that can
be easily converted to our preferred spreadsheet format. We also
understand that, in some cases, the hourly production data requested
in the CEMS spreadsheet may not be coupled with the CEMS data or may
not be available in a manner to be easily linked to the CEMS data.
If you face these or related issues, please note that EPA is not
asking you to hand enter hard copy CEMS data into the spreadsheet.
You may provide CEMS data in an alternative format if you are unable
to convert it to our spreadsheet format within the timeframe for
this survey. We ask only that you provide CEMS data in a form
suitable for analysis (e.g., spreadsheet or data base format). We
will accept more recent CEMS data (e.g., from the most recent 6
months) if 2016 CEMS data are no longer in electronic form due to
company records retention policies. Further, you may omit the
production data if they cannot reasonably be included in your CEMS
spreadsheet. Estimates of production data are acceptable (e.g., if
you have a daily production rate, you may divide by 24 operating
hours in a day to estimate hourly production).
Appendix 1A. Documentation of True Area Source, Non-Operational, or Non-Applicable Status
ICR ID:* |
|
FRS ID:* |
|
Facility Name on the Letter from the EPA: |
|
||
Corrected Facility Name (if applicable): |
|
||
Address: |
|
||
Contact Name: |
|
||
Phone Number: |
|
||
*IDs are available in the letter received from the EPA.
Check an explanation below: |
|
□
|
I certify that the facility listed above is not a major source or synthetic area source of hazardous air pollutant (HAP) emissions. The facility is a true area source of HAP emissions. Documentation (such as a valid operating permit) confirming the true area source status is attached. |
□
|
I certify that the facility listed above does not produce plywood or composite wood products and/or does not operate any lumber kiln. A brief explanation is provided in the area below:
|
□
|
I certify that that facility listed above was not operational in 2016 (the base year for the plywood and composite wood products survey), that the facility remains non-operational (closed) and does not have an active operating permit. A brief explanation is provided in the area below:
|
□
|
I certify that that facility listed above was not operational in 2016 (the base year for the plywood and composite wood products survey), that the facility remains non-operational (closed), but has an active operating permit. A copy of the active operating permit is attached showing allowable emissions. |
Signature: ____________________________________________
Printed name: _________________________________________
Email the completed form to: pcwpicr@epa.gov
Appendix 1B. Documentation of Synthetic Area Source Status
ICR ID:* |
|
FRS ID:* |
|
Facility Name on the Letter from the EPA |
|
||
Corrected Facility Name (if applicable) |
|
||
Address
|
|
||
Contact Name |
|
||
Phone Number |
|
||
*IDs are available in the letter received from the EPA.
□ |
I certify that the facility listed above is a synthetic area source of hazardous air pollutant (HAP) emissions. Documentation confirming the synthetic area source status is attached, including a valid operating permit and, if applicable, any stack test report(s) for air emissions testing used to verify HAP emissions reductions achieved by any PCWP process unit air pollution control devices (APCDs) or PCWP process changes used to achieve synthetic area source status. |
|
|
I certify that the following federally-enforceable conditions limit the facility’s potential to emit HAP emissions to below major source thresholds: |
|
|
□ |
Limit on the production rate for the process units listed below:
|
|
□ |
Continuous operation of one or more APCD(s) installed to reduce HAP emissions; applicable APCD/process units listed below:
|
|
□ |
Continuous operation of technology or process change other than an APCD, as described below:
|
Signature: ____________________________________________
Printed name: _________________________________________
Email the completed form to: pcwpicr@epa.gov
Appendix 2. Process Units to Include in the PCWP Survey Response
Include the following types of equipment (process units) in your survey response. You may not operate all of the process units listed below. Only include equipment operated at your facility. The purpose of the detailed list below is to ensure all emission points are represented.
Important: Lumber mills that do not otherwise produce PCWP are only required to supply information for lumber kilns.
Process Unit Type |
Notes for purposes of the survey |
softwood veneer dryer |
|
veneer redryer |
|
hardwood veneer dryer |
|
radio-frequency veneer dryer |
|
rotary strand dryer |
|
conveyor strand dryer |
|
pressurized refiner |
|
primary tube dryer |
|
secondary tube dryer |
|
green rotary dryer |
|
dry rotary dryer |
|
reconstituted wood product press |
|
board cooler |
|
hardboard oven |
|
press predryer |
|
fiberboard mat dryer |
|
miscellaneous coating operation |
|
softwood plywood presses |
|
hardwood plywood presses |
|
engineered wood products presses |
Includes I-joist curing chambers, LSL presses, LVL or PSL presses, and presses/curing chambers for glue laminated beams. |
agricultural fiber board presses |
|
rotary agricultural fiber dryers |
|
hardboard humidifiers |
|
stand-alone digesters |
|
fiber washers |
|
atmospheric refiners |
|
panel trim chippers |
|
log vats |
|
resin storage tanks |
|
blenders |
|
formers |
|
finishing sanders |
|
finishing saws |
Refers to saw lines, not individual saw blades. |
lumber kilns |
|
wastewater operations |
|
other |
Includes any other process units known to emit HAP. |
Appendix 3. Previous Emissions Test Reports Requested
Previous emissions test data representative of your current operations are requested.10 The table below summarizes the previous emissions test reports requested. Please provide electronic copies of any emissions test reports the facility has matching the criteria below. The test reports provided should include the results of Methods 1, 2, 3, and 4 (or their derivatives) for selecting sampling location, determining stack gas velocity and volumetric flow rate, molecular weight, and moisture content.
Pollutant |
Test methodsa |
For the process units listed in Appendix 2: |
Formaldehyde |
M316, M320, Method 0011
(EPA SW-8460) or NCASI Methods CI/WP-98.01, |
Supply all emissions measurement data collected since July 30, 2004. You may limit the test data submitted to the 5 most recent test reports for a given process unit and pollutant if multiple tests have been conducted. |
Methanol |
M308, M320 or NCASI
Methods CI/WP-98.01, CI/WP-98.02 or |
|
Acetaldehyde, acrolein, phenol, or propionaldehydeb |
M320 or NCASI Methods IM/CAN/WP-99.02, ISS/FP-A105.01, or ASTM D6348-03 |
|
Total hydrocarbon (THC) as carbonc |
M25A, including M18 if subtraction of methane from M25A result is desired. |
|
Methylene diphenyl diisocyanate (MDI) |
M320 or CTM-031 |
|
POM or PAHe |
CARB 429 |
|
Multiple HAP or THC |
ASTM D7770 or related sealed caul plate test method |
|
Speciated HAP metalsd,e |
M29 |
For direct-fired dryers, supply all emissions measurement data collected since July 30, 2004. You may limit the test data submitted to the 5 most recent test reports if multiple tests have been conducted. |
Particulate matter (PM)c and opacity |
M5, M29, or M17 (PM); and M9 (opacity) |
For direct-fired dryers, supply all emissions measurement data collected since June 1, 2012, including up to the 5 most recent tests showing compliance with any applicable permit limits. |
PM2.5 (filterable) |
EPA M201 or M201A |
|
PM2.5 (condensable) |
EPA M202 |
|
Other HAP |
Specify method used |
Supply any other HAP emissions measurement data collected since July 30, 2004. Specify the individual HAP tested and method usede |
Enclosure capture efficiency |
M204 and M204A-F or Appendix A to Subpart DDDD of Part 63 |
|
a M = method (e.g., M5 is EPA Method 5). EPA Methods 5, 17 and 25A, appear in 40 CFR Part 60, Appendix A. EPA Method 308 appears in Part 63, Appendix A. NCASI and ASTM methods are incorporated by reference at 40 CFR 63.14.
b The sum of the following 6 compounds comprise “Total HAP” as defined in the PCWP NESHAP: acetaldehyde, acrolein, formaldehyde, methanol, phenol, and propionaldehyde.
c Includes Method 25A tests conducted to supply data for an OTM-26 VOC calculation. If your process unit is equipped with a continuous emissions monitoring system (CEMS), supply the CEMS data using the data spreadsheet.
d The HAP metals include antimony, arsenic, beryllium, cadmium, chromium, cobalt, lead, manganese, mercury, nickel, and selenium. Include chromium VI (Cr+6) and speciated mercury (Hg) test data if available.
e HAP groups measured with a single method such as Method 29 HAP metals or Method 429 POM may be listed as the pollutant group “HAP metals” or “POM” in the EmTest tab.
Appendix 4. Acronyms and Abbreviations
AFS |
Air facility system |
ACFM |
Actual cubic feet per minute |
AIRS |
Aerometric Information Retrieval System |
APCD |
Air pollution control device |
ATCM |
Air Toxic Control Measure |
BACT |
Best achievable control technology |
BLDG |
Building |
BPT |
Best Practicable Technology |
CAA |
Clean Air Act |
CARB |
California Air Resources Board |
CBI |
Confidential business information |
CEDRI |
Compliance And Emissions Data Reporting Interface |
CFR |
Code of Federal Regulations |
CEMS |
Continuous emission monitoring system |
CISWI |
Commercial/Industrial Solid Waste Incinerator |
COMS |
Continuous opacity monitoring system |
dscf |
Dry standard cubic feet |
EIS |
Emission inventory system |
EPA |
Environmental Protection Agency |
ESP |
Electrostatic Precipitator |
FRS |
Facility Registry Service |
ft2 |
Square feet |
GPM |
Gallons per minute |
HAP |
Hazardous air pollutants |
ICR |
Information collection request |
lb |
Pound |
LSL |
Laminated strand lumber |
LVL |
Laminated veneer lumber |
M |
Thousand (when referring to PCWP production units of measure) |
MACT MBF |
Maximum achievable control technology Thousand board feet |
MCF |
Thousand cubic feet |
MDF |
Medium density fiberboard |
MDI |
Methylene diisocyanate |
MF MLF |
Melamine-formaldehyde Thousand linear feet |
MMBtu |
Million British thermal units |
MSF |
Thousand Square Feet |
MUF |
Melamine-urea-formaldehyde |
NA |
Not applicable |
NAD |
North American Datum |
NAICS |
North American Industry Classification System |
NEI |
National emissions inventory |
NESHAP |
National emission standard for hazardous air pollutants |
NOX |
Nitrous Oxides |
NSPS |
New source performance standard |
NV |
Not vented |
O2 |
Oxygen |
O&M |
Operating and Maintenance |
ODT |
Oven Dried Tons |
OSB |
Oriented strand board |
OSHA |
Occupational Safety and Health Administration |
PAH |
Polycyclic Aromatic Hydrocarbon |
PBCO |
Production Based Compliance Option |
PCWP |
Plywood and composite wood products |
Portable document format |
|
PF |
Phenol-formaldehyde |
PM |
Particulate Matter |
POM |
Polycyclic Organic Matter |
POTW |
Publicly Owned Treatment Works |
ppmvd |
Parts per million – dry volume |
ppmwd |
Parts per million – dry weight |
ppmv |
Parts per million - volume |
ppmw |
Parts per million - weight |
PRF |
Phenol resorcinol formaldehyde |
PSD |
Prevention of significant deterioration |
PSL |
Parallel strand lumber |
PTE |
Potential to emit |
PVA |
Polyvinyl acetate |
P2 |
Pollution Prevention |
RCDME |
Routine Control Device Maintenance Exemption |
RM |
Routine Maintenance |
RTO |
Regenerative Thermal Oxidizer |
RTR |
Risk and technology review |
SCC |
Source Classification Code |
SDS |
Safety Data Sheets |
SIC |
Standard Industrial Classification |
SO2 |
Sulfur dioxide |
SSM |
Startup, shutdown, and malfunction |
THC |
Total Hydrocarbons |
TPY |
Tons per year |
TRI |
Toxic Release Inventory |
TSCA |
Toxic Substance Control Act |
TTE |
Temporary Total Enclosure |
UK |
Unknown |
USDA |
United States Drug Administration |
UF |
Urea formaldehyde |
VOC |
Volatile Organic Compounds |
WESP |
Wet Electrostatic Precipitator |
WWTP |
Wastewater Treatment Plant |
yr |
Year |
|
|
Appendix 5. Checklist of Materials to Submit with Your Survey Response
|
Item |
Submit by… |
|
Exemption form in Appendix 1A if your facility is not a major or synthetic area source of HAP emissions, is closed, or does not manufacture PCWP |
Emailing the form to pcwpicr@epa.gov |
|
Form in Appendix 1B for synthetic area sources |
Emailing the form to pcwpicr@epa.gov if not CBI. If CBI, mail* the form to Tiffany Purifoy, Document Control Officer (See section C2 for addresses) |
|
Non-CBI materials: |
Uploading the materials into CEDRI (See Appendix 6 for instructions)
or
mail* the files on a disk (CD or DVD) or flash drive to John Bradfield (See section C1 for address) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Disk (CD or DVD) or flash drive containing only the portions of your response claimed as CBI: |
Tiffany Purifoy, Document Control Officer (See section C2 for addresses)* |
|
|
|
|
|
*The EPA recommends using Registered U.S. Mail with a return receipt requested, Federal Express, or any other method for which a receipt signature is required.
Appendix 6A. CEDRI Upload Instructions
The EPA’s Compliance and Emissions Data Reporting Interface (CEDRI) is located on the EPA’s Central Data Exchange (CDX). The CDX Web is the application used by EPA programs and various stakeholders to manage environmental data transmitted to the EPA. You will need to complete the following steps to upload your ICR response to CEDRI.
Step 1. CEDRI Registration
Use your existing CEDRI login and password if you are already registered as a CEDRI user for electronic reporting under another rule (for example, the Boiler NESHAP).
If you are not registered for CEDRI you will need to sign up for an account on the Central Data Exchange (CDX) by following the instructions in Appendix 6B of this document.
Step 2. Upload ICR Files (Spreadsheet template and associated attachments)
Navigate to CDX website: https://cdx.epa.gov/.
Enter your User ID and Password on the CDX home page.
Click on the ‘Preparer’ or ‘Certifier’ role link under the Services panel. This will bring you into the MyCEDRI page.
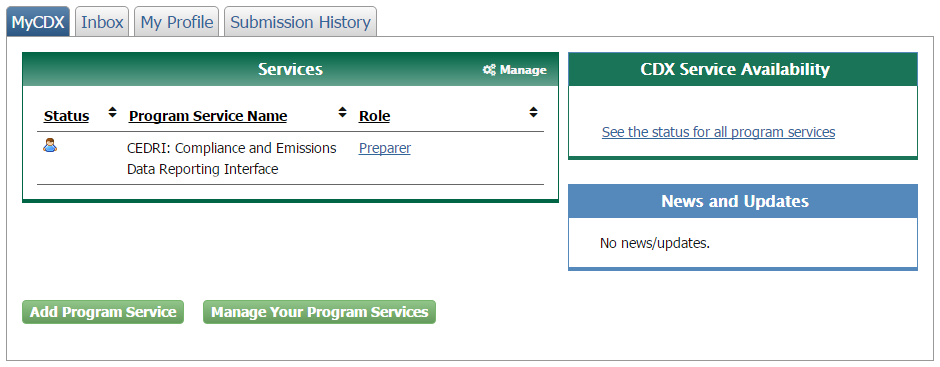
Figure 6A-1. My CDX (Preparer)
On the MyCEDRI page, click on the “Respond to an ICR” blue box on the top of the page (see Figure 6A-2 for a sketch the MyCEDRI page showing the Respond to an ICR button).
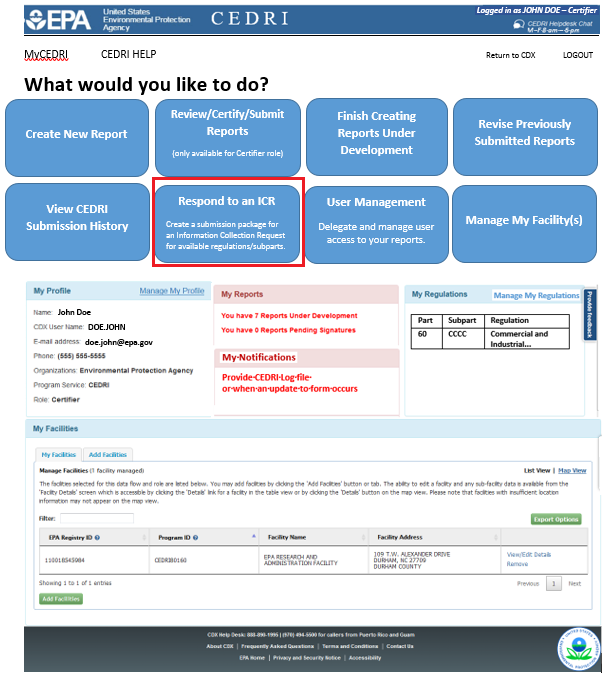
Figure 6A-2. MyCEDRI page configured with “Respond to an ICR” choice
The Plywood and Composite Wood Products ICR landing page is shown in Figure 6A-3. A general description of the ICR is available. A note on submitting Confidential Business Information (CBI) is available along with links to PCWP Instructions and the PCWP_survey template.
Once completed, upload your PCWP_survey.xlsx survey spreadsheet using the Browse button.
Upload any additional documents (CEMS spreadsheet, Permit, Process Diagram, Map, Emissions Averaging Plan, Tank Estimates, Lumber Kiln Schedule, Semiannual Reports, Start/Shutdown Recommendations, WW Documents, and/or Emissions Test Reports) required using the browse button under each specific document label (see Figure 6A-4).
Confidential Business Information. CAUTION: Do not upload CBI into CEDRI. Only non-CBI materials may be uploaded into CEDRI. Be sure to follow the instructions in Section C of this instruction document for removing CBI from the files you submit with your PCWP ICR response. CBI must be mailed to the EPA following the instructions in Section C.
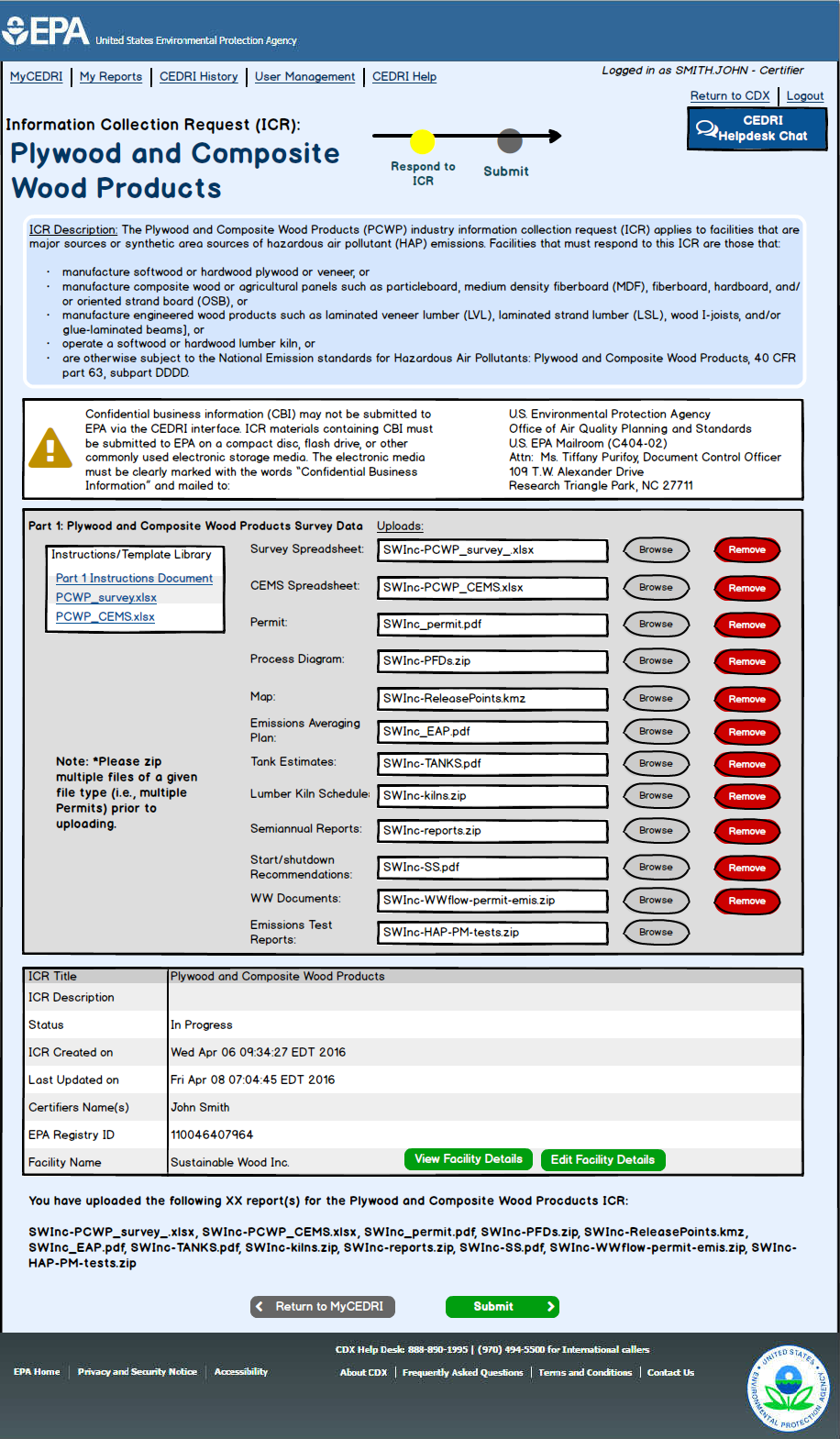
Figure 6A-4. Plywood and Composite Wood Products Landing Page
Appendix 6B. Instructions for CEDRI Registration Through CDX
Before you step through the registration process, you may find it helpful to review the CDX Registration User Guide or watch the CEDRI Registration video available at the links below.
Online CDX Registration User Guide: https://cdx.epa.gov/About/UserGuide or https://cdx.epa.gov/Content/Documents/CDX_Quick_User_Guide.pdf
How to Register for CEDRI Video (older video, but still applies): https://www.youtube.com/watch?v=gIRrMxrcTzE
General CEDRI Information: https://www.epa.gov/electronic-reporting-air-emissions/compliance-and-emissions-data-reporting-interface-cedri
To register for CEDRI use the following steps:
Step 1. Navigate to CDX Website
Navigate to: https://cdx.epa.gov/ (see Figure 6B-1).

Figure 6B-1. CDX URL
Step 2. Register with CDX
Click on the “Register with CDX” button (see Figure 6B-2).
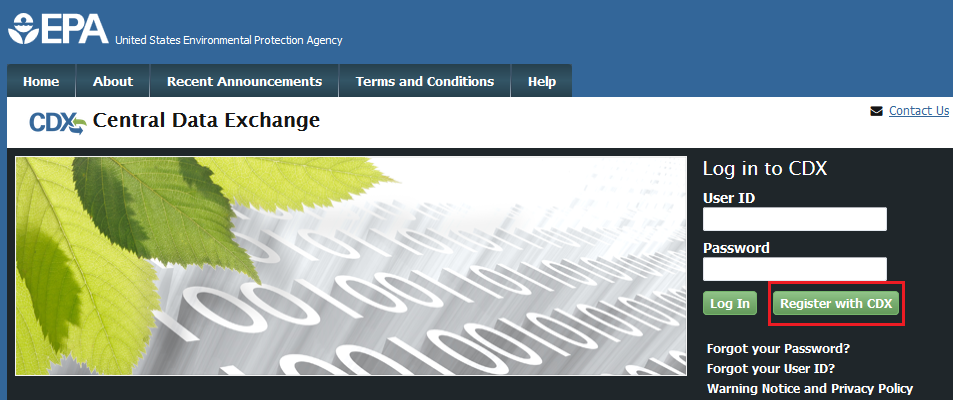
Figure 6B-2. Register with CDX
Step 3. Accept Terms and Conditions
After reviewing the CDX Terms and Conditions, click on “I am this registrant. I will not share my account, and I accept the terms and conditions, above” to accept. Then click the “Proceed” button (see Figure 6B-3).
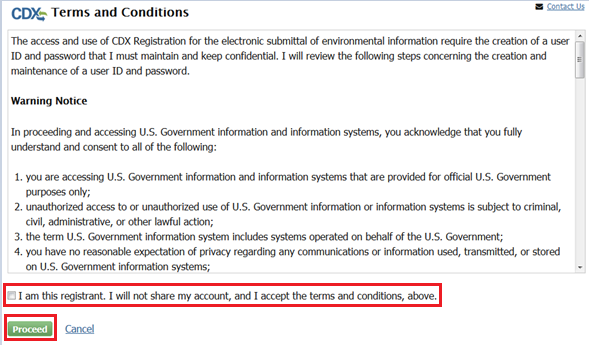
Figure 6B-3. CDX Terms and Conditions
Step 4. Select Program Service
Select “CEDRI: Compliance and Emissions Data Reporting Interface” for the program service (see Figure 6B-4).
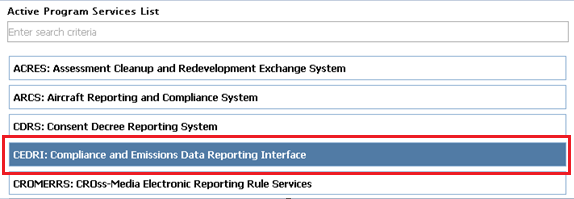
Figure 6B-4. Choosing the CEDRI Service
Step 5. Select Role
Select the applicable role of ‘Preparer’ or ‘Certifier’ from the ‘Select Role’ drop-down list found at the bottom of the page before clicking the ‘Request Role Access’ button (see Figure 6B-5).
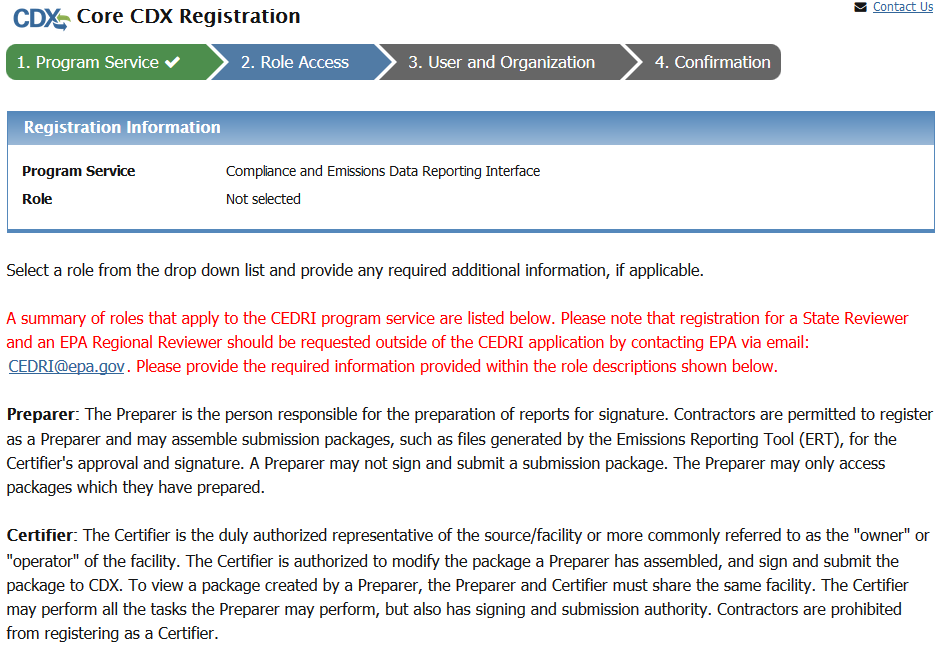
Figure 6B-5. Role Access
Note: If you select the ‘Certifier’ role, the screen will refresh and a new note (“The Certifier role requires identify proofing and a signed Electronic Signature Agreement (ESA) prior to activating the Certifier role in EPA's Central Data Exchange (CDX)…”) will appear in red font (see Figure 6B-6).
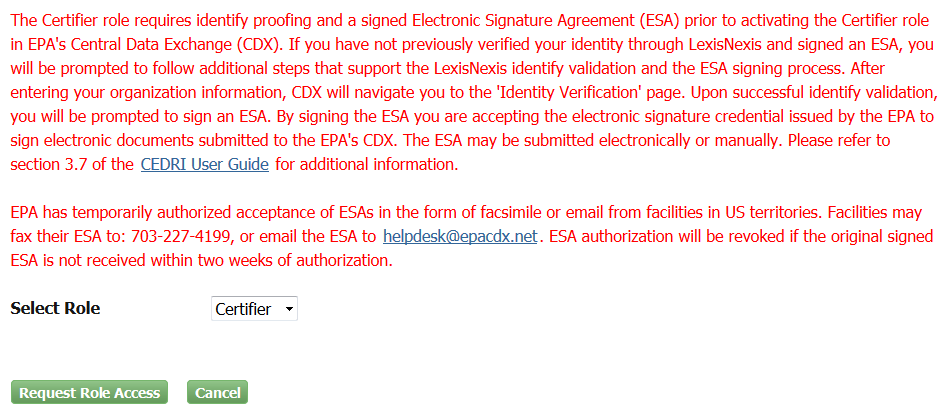
Figure 6B-5. Role Access
Submitter roles for the Plywood ICR submissions are described below:
Preparer: The Preparer is the person responsible for the preparation of documents for signature. Contractors are permitted to register as a Preparer and may assemble the documents, including the completed ICR spreadsheet and any associated attachments, for the Certifier's approval and signature prior to submission. A Preparer may not sign and submit the documents. The Preparer may only access the documents which they have prepared.
Certifier: The Certifier is the duly authorized representative of the facility or more commonly referred to as the "owner" or "operator" of the facility. The Certifier is authorized to modify the ICR spreadsheet and/or associated attachments a Preparer has assembled, and is authorized to sign and submit the documents to CDX. To view the documents created by a Preparer, the Preparer and Certifier must share the same facility. The Certifier may perform all the tasks the Preparer may perform, but also has signing and submission authority. Contractors are prohibited from registering as a Certifier.
Step 6. Add or Create Facilities (or Continue without Facilities)
Select the ‘Add Facilities’ button (or if you wish to perform this action later, choose the ‘Continue Without Facilities’ button and skip ahead to Step 7 below) (see Figure 6B-7).
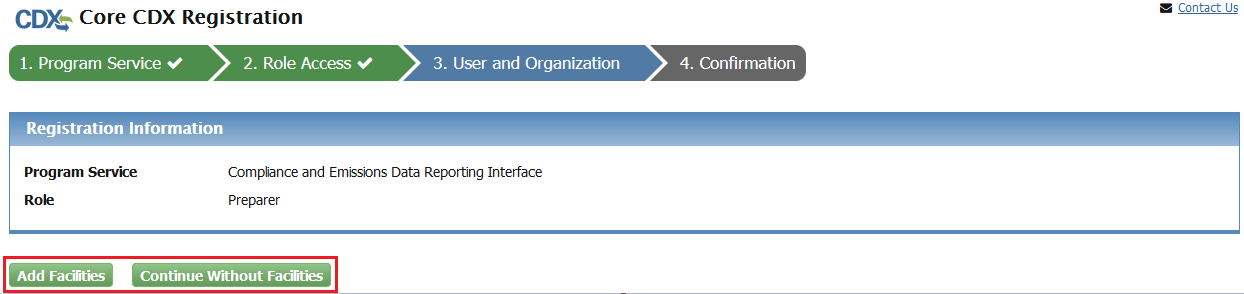
Figure 6B-7. Add Facilities
Using the fields provided (Facility ID, Facility Name, Facility Address, City, State, and/or Zip Code), enter at least two criteria to conduct a search for the facility or facilities you wish to add to your role and click on the ‘Search Facilities’ button (see Figure 6B-8). Skip to instruction “e” below if your facility is not found and needs to be created in the system.
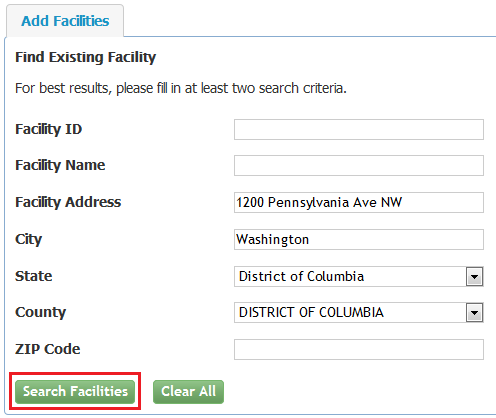
Figure 6B-8 Find Existing Facilities
A new window will appear with the facility listed. Click on check box to select the desired facility or facilities (see Figure 6B-9).
Click the ‘Proceed with Selections’ button (see Figure 6B-9).
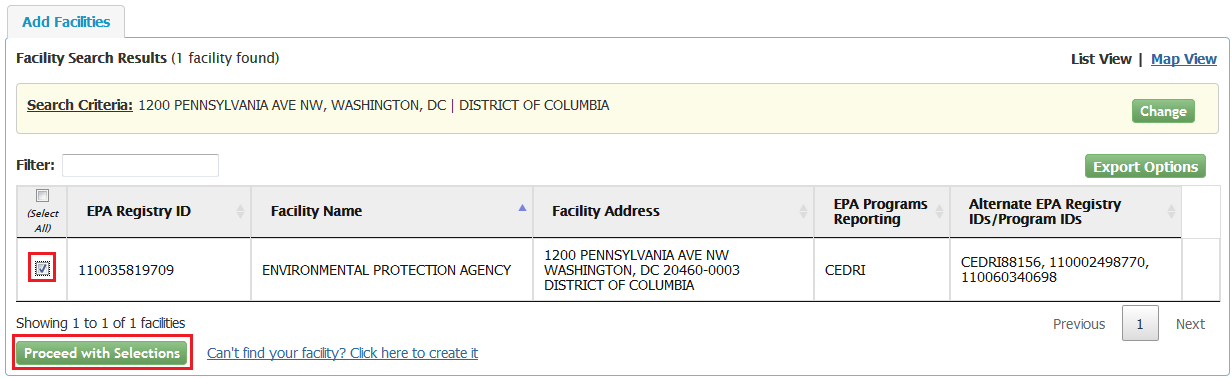
Figure 6B-9 Facility Selection
You should now see a summary of ‘Unsaved Facilities’ where you can review your list and view details on the facility(s) you selected. If you are satisfied with the selection and would like to retain to your Role Access, click the ‘Save Selected Facilities’ button (see Figure 6B-10).
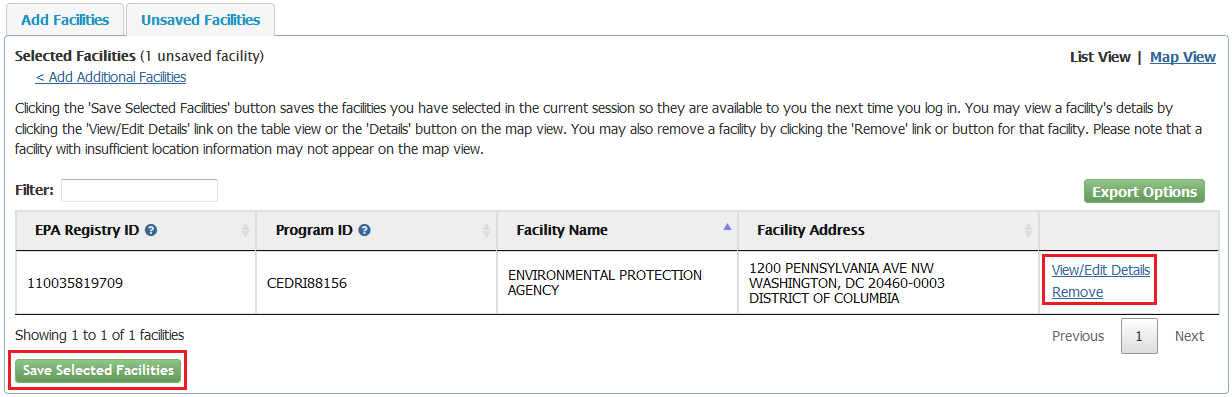
Figure 6B-10 Save Facility Selection
If facility is not found, you can click on the link ‘Can't find your facility? Click here to create it’ (see Figure 6B-11).
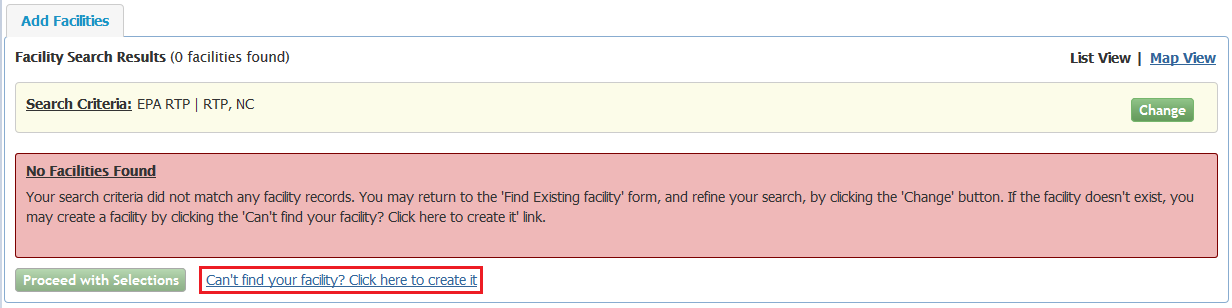
Figure 6B-11 Create new Facility link
Add the facility by entering the Facility Name, Facility Address, and respond to “Is Mailing Address Same as Facility Address?” question with a Yes or No, followed by clicking the ‘Map Facility’ button (see Figure 6B-12).
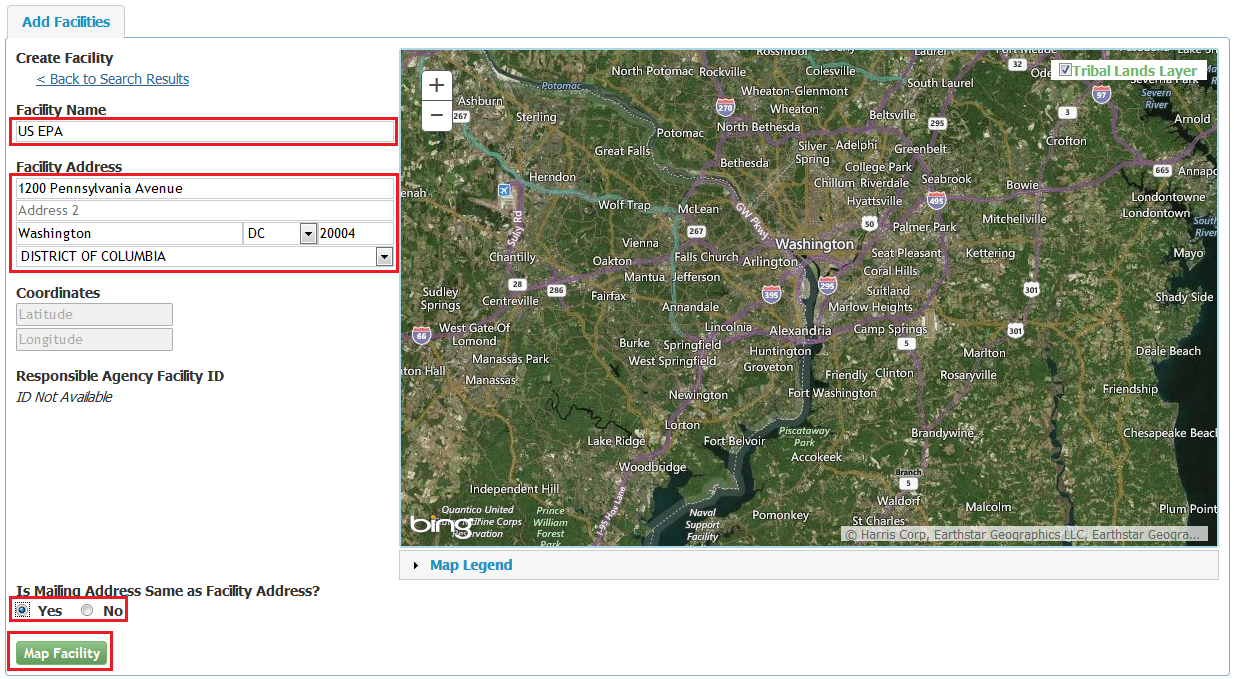
Figure 6B-12 Add Facility screen
Step 7. Enter User and Organization Information
Enter User Information: Complete the required fields in ‘Part 1: User Information’ which include the following required data elements: User ID, Title, First Name, Last Name, Password, Re-type Password, and three Security Questions and Answers (see Figure 6B-13).
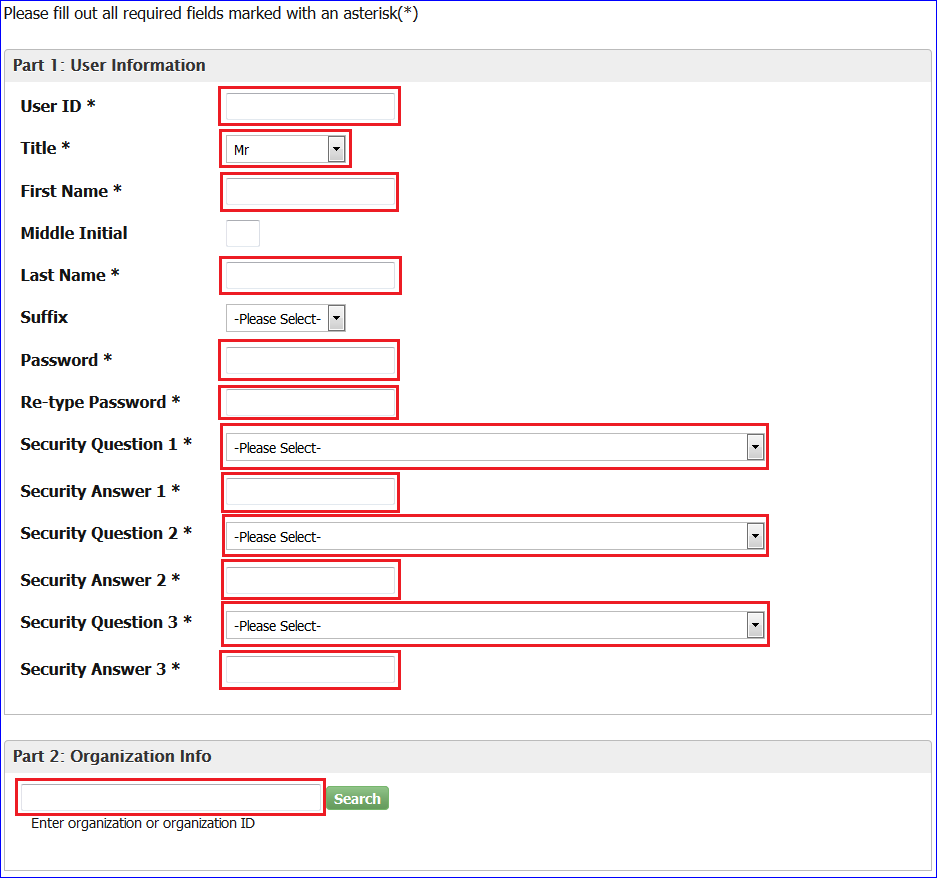
Figure 6B-13. User and Organization Information
Enter Organization Information: Search for your organization by entering the organization name or ID in ‘Part 2: Organization Information’ and clicking on the ‘Search’ button (see Figure 6B-13).
Click on the ‘Organization ID’ link associated with your organization. (If the Organization does not display, select the ‘Use advanced search’ hyperlink to expand the search criteria. If the organization is still not displayed, select the ‘Request that we add your organization’ hyperlink (see figure 6B-14).)
Screen will refresh. Complete the following required fields in ‘Part 2: Organization Information Info’ (see Figure 6B-14) after an Organization is selected or as part of adding a new Organization.
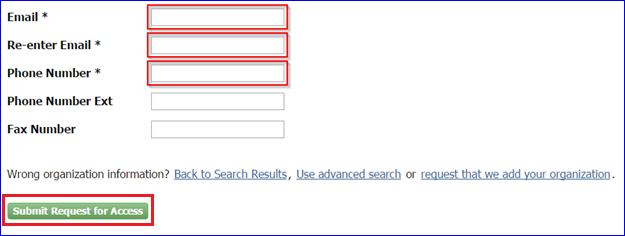
Figure 6B-14. Organization Information
Select the ‘Submit Request for Access’ button (see Figure 6B-14).
Screen will refresh with message stating that you will receive a CDX generated email containing a hyperlink and the User ID created by completing the previous steps. Follow the instructions in the email to successfully verify and complete the CDX registration process (see Figure 6B-15).
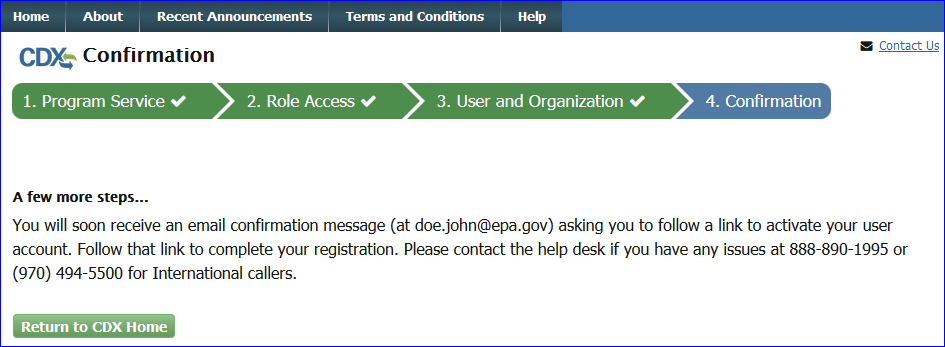
Figure 6B-15 Confirmation screen in CDX
Step 8. Verifying CDX Registration
You will receive a message in your email for a Verification Request with the EPA Central Data Exchange (see Figure 6B-16). Depending on whether you registered as a Preparer or a Certifier, there will be different steps required to finalize the registration process. The Certifier Role requires an Electronic Signature Agreement (ESA) for additional proof of identity. Complete the following steps to fully activate your account:
Click the link in the email provided to you by the CDX Help Desk which will bring you the CDX homepage.
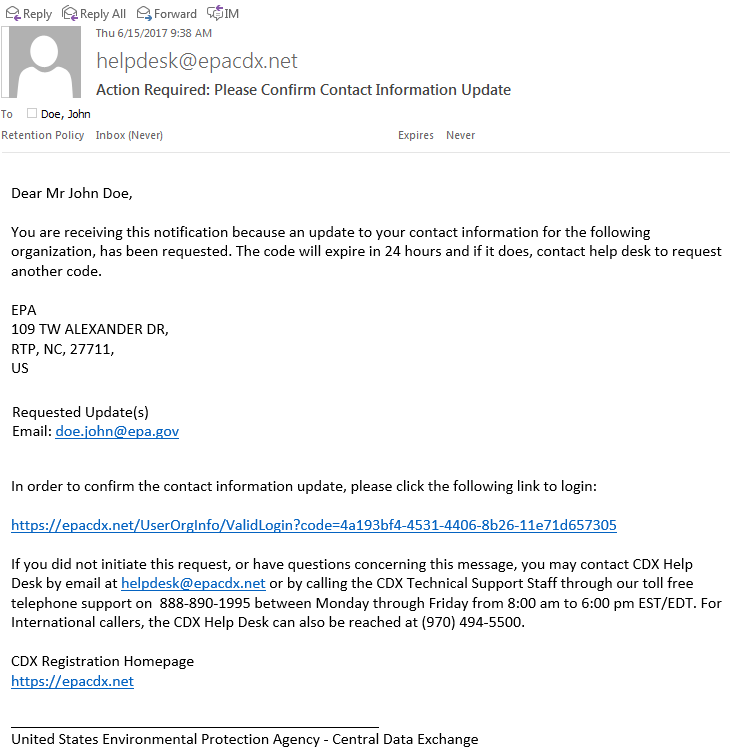
Figure 6B-16. Example email from CDX to Complete Registration
The link in the email will bring you to the CDX Login screen. Enter your User ID and Password that you created during the registration process (see Figure 6B-17).
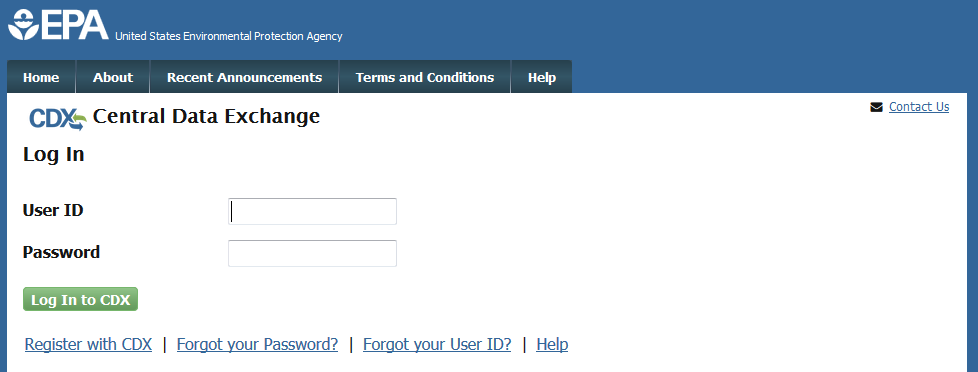
Figure 6B-17 CDX Login screen
In the left ‘Services’ panel, check to see if the Program Service is listed as “CEDRI: Compliance and Emissions Data Reporting Interface” and the role assess you registered for is listed as ‘Preparer’ or ‘Certifier’ (see Figure 6B-18).
Figure 6B-18. My CDX (Preparer)
If the Certifier Role was requested, please continue with the following additional steps to complete the Electronic Signature Agreement:
Review and/or complete required personal information fields (marked with ‘*’) you used to register with the EPA CDX that appears on the screen.
Check the box stating, ‘The name above is me. Please proceed with LexisNexis Validation’ and click on the ‘Proceed with Verification’ button. If you would prefer to sign and submit a paper form rather than sign electronically when working in various systems supported by CDX, you may do so by clicking “sign the paper form” link found next to the ‘Proceed with Verification’ button (see Figure 6B-19).
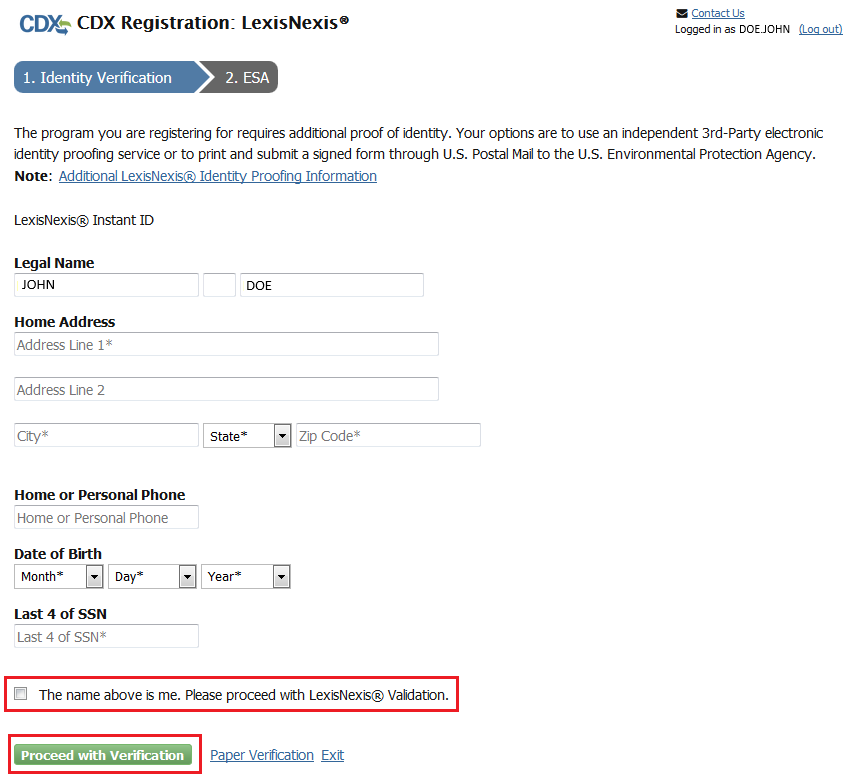
Figure 6B-19: Additional Verification
Screen will refresh to the Additional Verification page where you will select 5 Signature Questions and Answers. Once questions and answers are entered, click on ‘Save Answers’ (see Figure 6B-20).
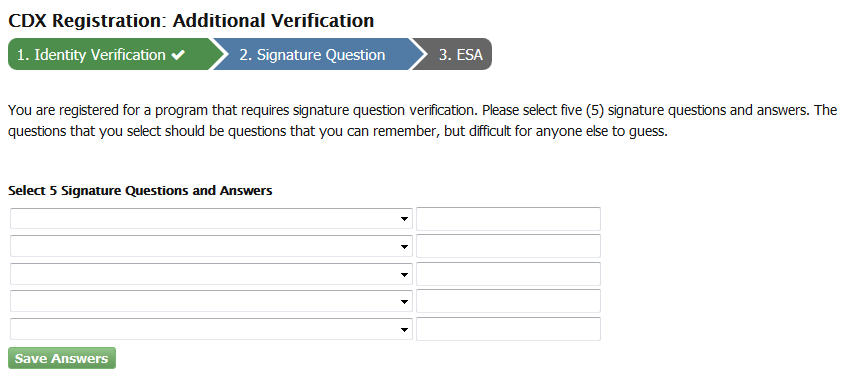
Figure 6B-20. Additional Verification: 5 Signature Questions and Answers
Review the information in the ‘Electronic CDX Electronic Signature Agreement’ and to sign, click on the ‘Sign Electronically’ button (see Figure 6B-21).
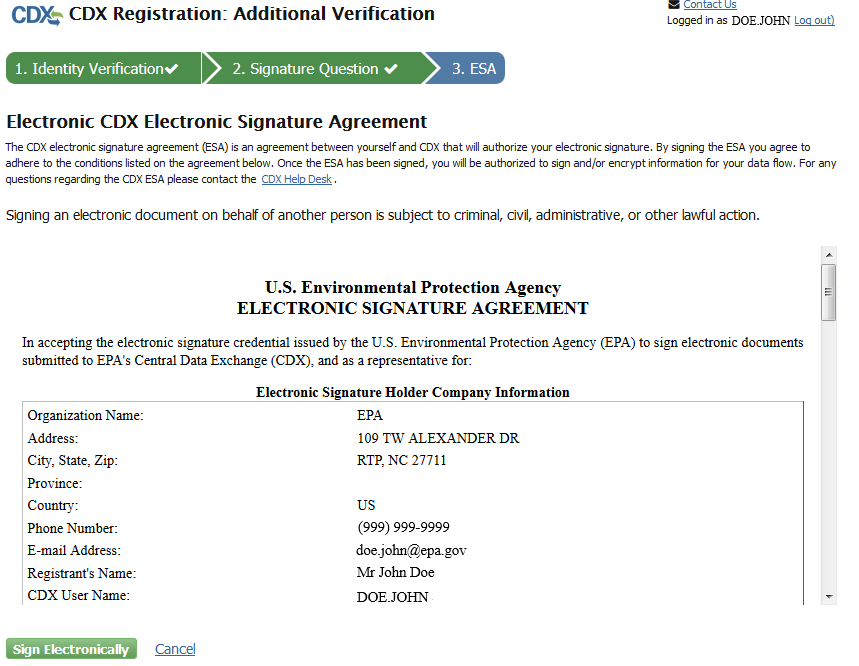
Figure 6B-21. Additional Verification: Electronic CDX Electronic Signature Agreement
A popup window will appear, read certification statement and click on the ‘Accept’ or ‘Decline’ button to accept or decline the agreement (see Figure 6B-22).
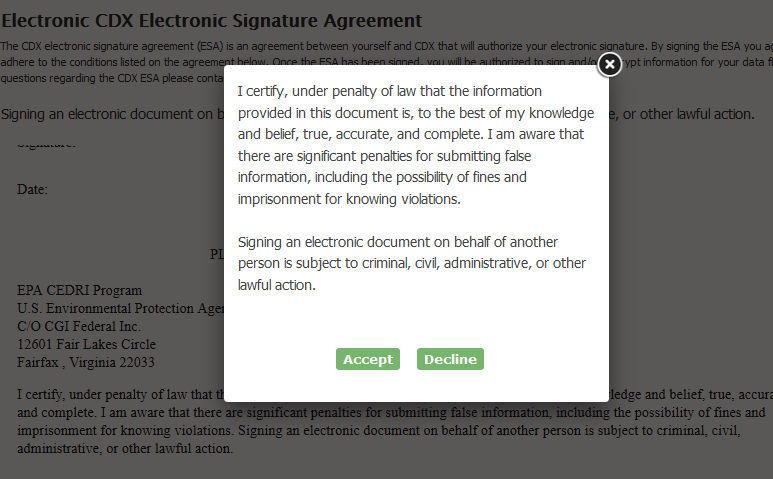
Figure 6B-22. Certification Statement Popup
Once you Accept agreement, a new eSignature Widget window will appear.
Authentication - Enter your password (see Figure 6B-23).
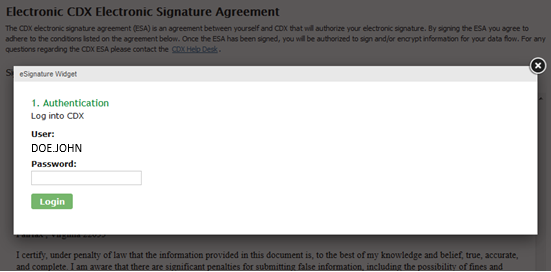
Figure 6B-23. eSignature Widget: Step 1. Authentication
Verification – Answer one of the Signature Questions you selected in prior step above (see Figure 6B-24).
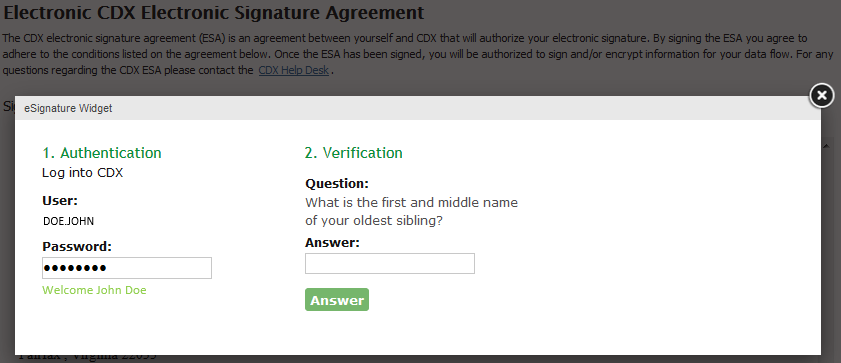
Figure 6B-24. eSignature Widget: Step 2. Verification
Sign File – Click on the ‘Sign File’ button (see Figure 6B-25).
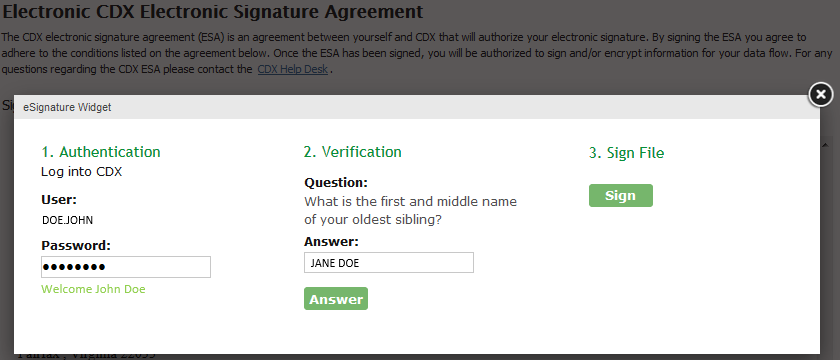
Figure 6B-25. eSignature Widget: Step 3. Sign File
Once the LexisNexis form has been signed, you will return to the previous CDX window that will show the Program and Role you are registered for in the Services panel (see Figure 6B-26).
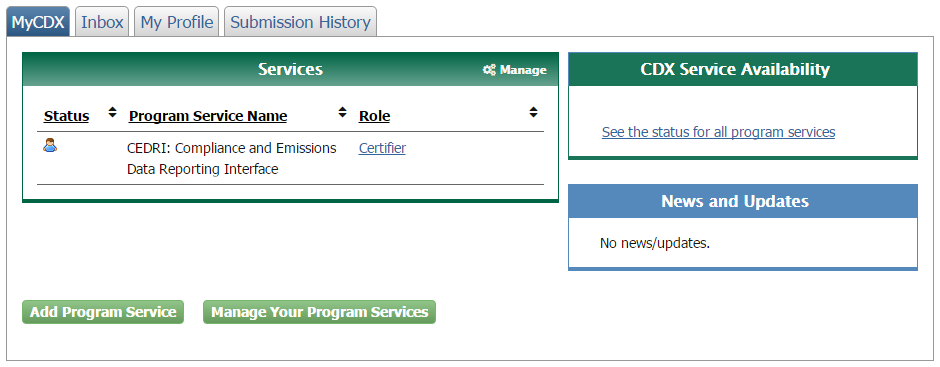
Figure 6B-26. My CDX (Certifier)
CDX Support
If you have any general or technical questions related to CDX you may contact any of the following:
Telephone: Person-to-Person telephone support is available from the CDX Help Desk 8:00 am to 6:00 pm EST. Call our toll-free line at 888-890-1995.
Email: Send e-mail to Technical support at helpdesk@epacdx.net with “Technical Support” in the Subject Line.
Appendix 7. Plywood and Composite Wood Products NESHAP Definitions
Definitions from 40 CFR Part 63, Subpart DDDD
§63.2292 What definitions apply to this subpart?
Terms used in this subpart are defined in the Clean Air Act (CAA), in 40 CFR 63.2, the General Provisions, and in this section as follows:
Affected source means the collection of dryers, refiners, blenders, formers, presses, board coolers, and other process units associated with the manufacturing of plywood and composite wood products. The affected source includes, but is not limited to, green end operations, refining, drying operations (including any combustion unit exhaust stream routinely used to direct fire process unit(s)), resin preparation, blending and forming operations, pressing and board cooling operations, and miscellaneous finishing operations (such as sanding, sawing, patching, edge sealing, and other finishing operations not subject to other NESHAP). The affected source also includes onsite storage of raw materials used in the manufacture of plywood and/or composite wood products, such as resins; onsite wastewater treatment operations specifically associated with plywood and composite wood products manufacturing; and miscellaneous coating operations (defined elsewhere in this section). The affected source includes lumber kilns at PCWP manufacturing facilities and at any other kind of facility.
Agricultural fiber means the fiber of an annual agricultural crop. Examples of agricultural fibers include, but are not limited to, wheat straw, rice straw, and bagasse.
Biofilter means an enclosed control system such as a tank or series of tanks with a fixed roof that contact emissions with a solid media (such as bark) and use microbiological activity to transform organic pollutants in a process exhaust stream to innocuous compounds such as carbon dioxide, water, and inorganic salts. Wastewater treatment systems such as aeration lagoons or activated sludge systems are not considered to be biofilters.
Capture device means a hood, enclosure, or other means of collecting emissions into a duct so that the emissions can be measured.
Capture efficiency means the fraction (expressed as a percentage) of the pollutants from an emission source that are collected by a capture device.
Catalytic oxidizer means a control system that combusts or oxidizes, in the presence of a catalyst, exhaust gas from a process unit. Catalytic oxidizers include regenerative catalytic oxidizers and thermal catalytic oxidizers.
Combustion unit means a dryer burner, process heater, or boiler. Combustion units may be used for combustion of organic HAP emissions.
Control device means any equipment that reduces the quantity of HAP emitted to the air. The device may destroy the HAP or secure the HAP for subsequent recovery. Control devices include, but are not limited to, thermal or catalytic oxidizers, combustion units that incinerate process exhausts, biofilters, and condensers.
Control system or add-on control system means the combination of capture and control devices used to reduce HAP emissions to the atmosphere.
Conveyor strand dryer means a conveyor dryer used to reduce the moisture of wood strands used in the manufacture of oriented strandboard, laminated strand lumber, or other wood strand-based products. A conveyor strand dryer is a process unit.
Conveyor strand dryer zone means each portion of a conveyor strand dryer with a separate heat exchange system and exhaust vent(s). Conveyor strand dryers contain multiple zones (e.g., three zones), which may be divided into multiple sections.
Deviation means any instance in which an affected source subject to this subpart, or an owner or operator of such a source:
(1) Fails to meet any requirement or obligation established by this subpart including, but not limited to, any compliance option, operating requirement, or work practice requirement;
(2) Fails to meet any term or condition that is adopted to implement an applicable requirement in this subpart, and that is included in the operating permit for any affected source required to obtain such a permit; or
(3) Fails to meet any compliance option, operating requirement, or work practice requirement in this subpart during startup, shutdown, or malfunction, regardless of whether or not such failure is permitted by this subpart. A deviation is not always a violation. The determination of whether a deviation constitutes a violation of the standard is up to the discretion of the entity responsible for enforcement of the standards.
Direct-fired process unit means a process unit that is heated by the passing of combustion exhaust through the process unit such that the process material is contacted by the combustion exhaust.
Dryer heated zones means the zones of a softwood veneer dryer or fiberboard mat dryer that are equipped with heating and hot air circulation units. The cooling zone(s) of the dryer through which ambient air is blown are not part of the dryer heated zones.
Dry forming means the process of making a mat of resinated fiber to be compressed into a reconstituted wood product such as particleboard, oriented strandboard, medium density fiberboard, or hardboard.
Dry rotary dryer means a rotary dryer that dries wood particles or fibers with a maximum inlet moisture content of less than or equal to 30 percent (by weight, dry basis) and operates with a maximum inlet temperature of less than or equal to 600 °F. A dry rotary dryer is a process unit.
Engineered wood product means a product made with lumber, veneers, strands of wood, or from other small wood elements that are bound together with resin. Engineered wood products include, but are not limited to, laminated strand lumber, laminated veneer lumber, parallel strand lumber, wood I-joists, and glue-laminated beams.
Fiber means the discrete elements of wood or similar cellulosic material, which are separated by mechanical means, as in refining, that can be formed into boards.
Fiberboard means a composite panel composed of cellulosic fibers (usually wood or agricultural material) made by wet forming and compacting a mat of fibers. Fiberboard density generally is less than 0.50 grams per cubic centimeter (31.5 pounds per cubic foot).
Fiberboard mat dryer means a dryer used to reduce the moisture of wet-formed wood fiber mats by applying heat. A fiberboard mat dryer is a process unit.
Flame zone means the portion of the combustion chamber in a combustion unit that is occupied by the flame envelope.
Furnish means the fibers, particles, or strands used for making boards.
Glue-laminated beam means a structural wood beam made by bonding lumber together along its faces with resin.
Green rotary dryer means a rotary dryer that dries wood particles or fibers with an inlet moisture content of greater than 30 percent (by weight, dry basis) at any dryer inlet temperature or operates with an inlet temperature of greater than 600 °F with any inlet moisture content. A green rotary dryer is a process unit.
Group 1 miscellaneous coating operations means application of edge seals, nail lines, logo (or other information) paint, shelving edge fillers, trademark/gradestamp inks, and wood putty patches to plywood and composite wood products (except kiln-dried lumber) on the same site where the plywood and composite wood products are manufactured. Group 1 miscellaneous coating operations also include application of synthetic patches to plywood at new affected sources.
Hardboard means a composite panel composed of inter-felted cellulosic fibers made by dry or wet forming and pressing of a resinated fiber mat. Hardboard generally has a density of 0.50 grams per cubic centimeter (31.5 pounds per cubic foot) or greater.
Hardboard oven means an oven used to heat treat or temper hardboard after hot pressing. Humidification chambers are not considered as part of hardboard ovens. A hardboard oven is a process unit.
Hardwood means the wood of a broad-leafed tree, either deciduous or evergreen. Examples of hardwoods include, but are not limited to, aspen, birch, poplar, and oak.
Hardwood veneer dryer means a dryer that removes excess moisture from veneer by conveying the veneer through a heated medium on rollers, belts, cables, or wire mesh. Hardwood veneer dryers are used to dry veneer with less than 30 percent softwood species on an annual volume basis. Veneer kilns that operate as batch units, veneer dryers heated by radio frequency or microwaves that are used to redry veneer, and veneer redryers (defined elsewhere in this section) that are heated by conventional means are not considered to be hardwood veneer dryers. A hardwood veneer dryer is a process unit.
Kiln-dried lumber means solid wood lumber that has been dried in a lumber kiln.
Laminated strand lumber (LSL) means a composite product formed into a billet made of thin wood strands cut from whole logs, resinated, and pressed together with the grain of each strand oriented parallel to the length of the finished product.
Laminated veneer lumber (LVL) means a composite product formed into a billet made from layers of resinated wood veneer sheets or pieces pressed together with the grain of each veneer aligned primarily along the length of the finished product. Laminated veneer lumber is also known as parallel strand lumber (PSL).
Lumber means boards or planks sawed or split from logs or timber, including logs or timber processed for use as utility poles or other wood components. Lumber can be either green (non-dried) or dried. Lumber is typically either air-dried or kiln-dried.
Lumber kiln means an enclosed dryer operated by applying heat to reduce the moisture content of lumber.
Medium density fiberboard (MDF) means a composite panel composed of cellulosic fibers (usually wood or agricultural fiber) made by dry forming and pressing of a resinated fiber mat.
Method detection limit means the minimum concentration of an analyte that can be determined with 99 percent confidence that the true value is greater than zero.
Miscellaneous coating operations means application of any of the following to plywood or composite wood products: edge seals, moisture sealants, anti-skid coatings, company logos, trademark or grade stamps, nail lines, synthetic patches, wood patches, wood putty, concrete forming oils, glues for veneer composing, and shelving edge fillers. Miscellaneous coating operations also include the application of primer to oriented strandboard siding that occurs at the same site as oriented strandboard manufacture and application of asphalt, clay slurry, or titanium dioxide coatings to fiberboard at the same site of fiberboard manufacture.
Molded particleboard means a shaped composite product (other than a composite panel) composed primarily of cellulosic materials (usually wood or agricultural fiber) generally in the form of discrete pieces or particles, as distinguished from fibers, which are pressed together with resin.
MSF means thousand square feet (92.9 square meters). Square footage of panels is usually measured on a thickness basis, such as 3⁄8 -inch, to define the total volume of panels. Equation 6 of §63.2262(j) shows how to convert from one thickness basis to another.
Nondetect data means, for the purposes of this subpart, any value that is below the method detection limit.
Non-HAP coating means a coating with HAP contents below 0.1 percent by mass for Occupational Safety and Health Administration-defined carcinogens as specified in 29 CFR 1910.1200(d)(4), and below 1.0 percent by mass for other HAP compounds.
1-hour period means a 60-minute period.
Oriented strandboard (OSB) means a composite panel produced from thin wood strands cut from whole logs, formed into resinated layers (with the grain of strands in one layer oriented perpendicular to the strands in adjacent layers), and pressed.
Oven-dried ton(s) (ODT) means tons of wood dried until all of the moisture in the wood is removed. One oven-dried ton equals 907 oven-dried kilograms.
Parallel strand lumber (PSL) means a composite product formed into a billet made from layers of resinated wood veneer sheets or pieces pressed together with the grain of each veneer aligned primarily along the length of the finished product. Parallel strand lumber is also known as laminated veneer lumber (LVL).
Partial wood products enclosure means an enclosure that does not meet the design criteria for a wood products enclosure as defined in this subpart.
Particle means a discrete, small piece of cellulosic material (usually wood or agricultural fiber) produced mechanically and used as the aggregate for a particleboard.
Particleboard means a composite panel composed primarily of cellulosic materials (usually wood or agricultural fiber) generally in the form of discrete pieces or particles, as distinguished from fibers, which are pressed together with resin.
Plywood means a panel product consisting of layers of wood veneers hot pressed together with resin. Plywood includes panel products made by hot pressing (with resin) veneers to a substrate such as particleboard, medium density fiberboard, or lumber. Plywood products may be flat or curved.
Plywood and composite wood products (PCWP) manufacturing facility means a facility that manufactures plywood and/or composite wood products by bonding wood material (fibers, particles, strands, veneers, etc.) or agricultural fiber, generally with resin under heat and pressure, to form a panel, engineered wood product, or other product defined in §63.2292. Plywood and composite wood products manufacturing facilities also include facilities that manufacture dry veneer and lumber kilns located at any facility. Plywood and composite wood products include, but are not limited to, plywood, veneer, particleboard, molded particleboard, oriented strandboard, hardboard, fiberboard, medium density fiberboard, laminated strand lumber, laminated veneer lumber, wood I-joists, kiln-dried lumber, and glue-laminated beams.
Press predryer means a dryer used to reduce the moisture and elevate the temperature by applying heat to a wet-formed fiber mat before the mat enters a hot press. A press predryer is a process unit.
Pressurized refiner means a piece of equipment operated under pressure for preheating (usually by steaming) wood material and refining (rubbing or grinding) the wood material into fibers. Pressurized refiners are operated with continuous infeed and outfeed of wood material and maintain elevated internal pressures (i.e., there is no pressure release) throughout the preheating and refining process. A pressurized refiner is a process unit.
Primary tube dryer means a single-stage tube dryer or the first stage of a multi-stage tube dryer. Tube dryer stages are separated by vents for removal of moist gases between stages (e.g., a product cyclone at the end of a single-stage dryer or between the first and second stages of a multi-stage tube dryer). The first stage of a multi-stage tube dryer is used to remove the majority of the moisture from the wood furnish (compared to the moisture reduction in subsequent stages of the tube dryer). Blow-lines used to apply resin are considered part of the primary tube dryer. A primary tube dryer is a process unit.
Process unit means equipment classified according to its function such as a blender, dryer, press, former, or board cooler.
Reconstituted wood product board cooler means a piece of equipment designed to reduce the temperature of a board by means of forced air or convection within a controlled time period after the board exits the reconstituted wood product press unloader. Board coolers include wicket and star type coolers commonly found at medium density fiberboard and particleboard plants. Board coolers do not include cooling sections of dryers (e.g., veneer dryers or fiberboard mat dryers) or coolers integrated into or following hardboard bake ovens or humidifiers. A reconstituted wood product board cooler is a process unit.
Reconstituted wood product press means a press, including (if applicable) the press unloader, that presses a resinated mat of wood fibers, particles, or strands between hot platens or hot rollers to compact and set the mat into a panel by simultaneous application of heat and pressure. Reconstituted wood product presses are used in the manufacture of hardboard, medium density fiberboard, particleboard, and oriented strandboard. Extruders are not considered to be reconstituted wood product presses. A reconstituted wood product press is a process unit.
Representative operating conditions means operation of a process unit during performance testing under the conditions that the process unit will typically be operating in the future, including use of a representative range of materials (e.g., wood material of a typical species mix and moisture content or typical resin formulation) and representative operating temperature range.
Resin means the synthetic adhesive (including glue) or natural binder, including additives, used to bond wood or other cellulosic materials together to produce plywood and composite wood products.
Responsible official means responsible official as defined in 40 CFR 70.2 and 40 CFR 71.2.
Rotary strand dryer means a rotary dryer operated by applying heat and used to reduce the moisture of wood strands used in the manufacture of oriented strandboard, laminated strand lumber, or other wood strand-based products. A rotary strand dryer is a process unit.
Secondary tube dryer means the second stage and subsequent stages following the primary stage of a multi-stage tube dryer. Secondary tube dryers, also referred to as relay dryers, operate at lower temperatures than the primary tube dryer they follow. Secondary tube dryers are used to remove only a small amount of the furnish moisture compared to the furnish moisture reduction across the primary tube dryer. A secondary tube dryer is a process unit.
Softwood means the wood of a coniferous tree. Examples of softwoods include, but are not limited to, Southern yellow pine, Douglas fir, and White spruce.
Softwood veneer dryer means a dryer that removes excess moisture from veneer by conveying the veneer through a heated medium, generally on rollers, belts, cables, or wire mesh. Softwood veneer dryers are used to dry veneer with greater than or equal to 30 percent softwood species on an annual volume basis. Veneer kilns that operate as batch units, veneer dryers heated by radio frequency or microwaves that are used to redry veneer, and veneer redryers (defined elsewhere in this section) that are heated by conventional means are not considered to be softwood veneer dryers. A softwood veneer dryer is a process unit.
Startup means bringing equipment online and starting the production process.
Startup, initial means the first time equipment is put into operation. Initial startup does not include operation solely for testing equipment. Initial startup does not include subsequent startups (as defined in this section) following malfunction or shutdowns or following changes in product or between batch operations. Initial startup does not include startup of equipment that occurred when the source was an area source.
Startup, shutdown, and malfunction plan (SSMP) means a plan developed according to the provisions of §63.6(e)(3).
Strand means a long (with respect to thickness and width), flat wood piece specially cut from a log for use in oriented strandboard, laminated strand lumber, or other wood strand-based product.
Temporary total enclosure (TTE) means an enclosure constructed for the purpose of measuring the capture efficiency of pollutants emitted from a given source, as defined in Method 204 of 40 CFR part 51, appendix M.
Thermal oxidizer means a control system that combusts or oxidizes exhaust gas from a process unit. Thermal oxidizers include regenerative thermal oxidizers and combustion units.
Total hazardous air pollutant emissions means, for purposes of this subpart, the sum of the emissions of the following six compounds: acetaldehyde, acrolein, formaldehyde, methanol, phenol, and propionaldehyde.
Tube dryer means a single-stage or multi-stage dryer operated by applying heat to reduce the moisture of wood fibers or particles as they are conveyed (usually pneumatically) through the dryer. Resin may or may not be applied to the wood material before it enters the tube dryer. Tube dryers do not include pneumatic fiber transport systems that use temperature and humidity conditioned pneumatic system supply air in order to prevent cooling of the wood fiber as it is moved through the process. A tube dryer is a process unit.
Veneer means thin sheets of wood peeled or sliced from logs for use in the manufacture of wood products such as plywood, laminated veneer lumber, or other products.
Veneer redryer means a dryer heated by conventional means, such as direct wood-fired, direct-gas-fired, or steam heated, that is used to redry veneer that has been previously dried. Because the veneer dried in a veneer redryer has been previously dried, the inlet moisture content of the veneer entering the redryer is less than 25 percent (by weight, dry basis). Batch units used to redry veneer (such as redry cookers) are not considered to be veneer redryers. A veneer redryer is a process unit.
Wet control device means any equipment that uses water as a means of collecting an air pollutant. Wet control devices include scrubbers, wet electrostatic precipitators, and electrified filter beds. Wet control devices do not include biofilters or other equipment that destroys or degrades HAP.
Wet forming means the process of making a slurry of water, fiber, and additives into a mat of fibers to be compressed into a fiberboard or hardboard product.
Wood I-joists means a structural wood beam with an I-shaped cross section formed by bonding (with resin) wood or laminated veneer lumber flanges onto a web cut from a panel such as plywood or oriented strandboard.
Wood products enclosure means a permanently installed containment that was designed to meet the following physical design criteria:
(1) Any natural draft opening shall be at least four equivalent opening diameters from each HAP-emitting point, except for where board enters and exits the enclosure, unless otherwise specified by the EPA Administrator.
(2) The total area of all natural draft openings shall not exceed 5 percent of the surface area of the enclosure’s four walls, floor, and ceiling.
(3) The average facial velocity of air through all natural draft openings shall be at least 3,600 meters per hour (200 feet per minute). The direction of airflow through all natural draft openings shall be into the enclosure.
(4) All access doors and windows whose areas are not included in item 2 of this definition and are not included in the calculation of facial velocity in item 3 of this definition shall be closed during routine operation of the process.
(5) The enclosure is designed and maintained to capture all emissions for discharge through a control device.
Work practice requirement means any design, equipment, work practice, or operational standard, or combination thereof, that is promulgated pursuant to section 112(h) of the CAA.
[69 FR 46011, July 30, 2004, as amended at 71 FR 8372, Feb. 16, 2006]
Supplemental Definitions
Agricultural fiber board press means a press used in the production of an agricultural fiber based composite wood product. An agricultural fiber board press is a process unit.
Agricultural fiberboard mat dryer means a dryer used to reduce the moisture of wet-formed agricultural fiber mats by applying heat. An agricultural fiberboard mat dryer is a process unit.
Atmospheric refiner means a piece of equipment operated under atmospheric pressure for refining (rubbing or grinding) the wood material into fibers or particles. Atmospheric refiners are operated with continuous infeed and outfeed of wood material and atmospheric pressures throughout the refining process. An atmospheric refiner is a process unit.
Blending and forming operations means the process of mixing adhesive and other additives with the (wood) furnish of the composite panel and making a mat of resinated fiber, particles, or strands to be compressed into a reconstituted wood product such as particleboard, oriented strandboard, or medium density fiberboard. Blending and forming operations are process units.
Fiber washer means a unit in which water-soluble components of wood (hemicellulose and sugars) that have been produced during digesting and refining are removed from the wood fiber. Typically wet fiber leaving a refiner is further diluted with water and then passed over a filter, leaving the cleaned fiber on the surface. A fiber washer is a process unit.
Finishing sander means a piece of equipment that uses an abrasive drum, belt, or pad to impart smoothness to the surface of a plywood or composite wood product panel and to reduce the panel to the prescribed thickness. A finishing sander is a process unit.
Finishing saw means a piece of equipment used to trim or cut finished plywood and composite wood products panels to a certain size. A finishing saw is a process unit.
Hardwood plywood press means a hot press which, through heat and pressure, bonds assembled hardwood veneers (including multiple plies of veneer and/or a substrate) and resin into a hardwood plywood panel. A hardwood plywood press is a process unit.
Hardwood veneer kiln means an enclosed dryer operated in batch cycles by applying heat to reduce the moisture content from stacked hardwood veneer. A hardwood veneer kiln is a process unit.
Humidifier means a process unit used to increase the moisture content of hardboard following pressing or after post-baking. Typically, water vapor saturated air is blown over the hardboard surfaces in a closed cabinet. A humidifier is a process unit.
I-joist curing chamber means an oven or a room surrounded by a solid wall or heavy plastic flaps that uses heat, infrared, or radio-frequency techniques to cure the adhesive. An I-joist curing chamber is a process unit.
Log vat means a process unit that raises the temperature of the logs inside by applying a heated substance, usually hot water and steam, to the outside of the logs by spraying or soaking. A log vat is a process unit.
LSL press means a composite wood product press that presses a loose mat of resinated strands into a billet by simultaneous application of heat and pressure. The billet is cut into laminated strand lumber after exiting the press. An LSL press is a process unit.
LVL or PSL press means a composite wood product press that presses resinated stacks of veneers into a solid billet by application of heat and/or pressure. The billet is cut into laminated veneer lumber or parallel strand lumber after exiting the press. An LVL or PSL press is a process unit.
Paddle-type particleboard dryer means a dryer to which heat is applied to remove moisture from particles and paddles to advance materials through the dryer. This type of dryer removes moisture absorbed by particles due to high ambient temperature. A paddle-type particleboard dryer is a process unit.
Panel-trim chipper means a piece of equipment that accepts the discarded pieces of veneer or pressed plywood and composite wood products panels that are removed by finishing saws and reduces these pieces to small elements. A panel-trim chipper is a process unit.
Particleboard extruder means a heated die oriented either horizontally or vertically through which resinated particles are continuously forced to form extruded particleboard products. A particleboard extruder is a process unit.
Particleboard press mold means a press that consists of molds that apply heat and pressure to form molded or shaped particleboard products. A particleboard press mold is a process unit.
Radio-frequency veneer redryer means a dryer heated by radio-frequency waves that is used to redry veneer that has been previously dried. A radio-frequency veneer redryer is a process unit.
Resin storage tank means any storage tank, container, or vessel connected to plywood and composite wood product production that holds resin additives (in liquid form) containing any of the HAP listed in table 2A to this appendix. A resin storage tank is a process unit.
Rotary agricultural fiber dryer means a rotary dryer operated by applying heat to reduce the moisture of agricultural fiber. A rotary agricultural fiber dryer is a process unit.
Softwood plywood press means a hot press which, through heat and pressure, bonds assembled softwood veneer plies and resin into a softwood plywood panel. A softwood plywood press is a process unit.
Softwood veneer kiln means an enclosed dryer operated in batch cycles by applying heat to reduce the moisture content from stacked softwood veneer. A softwood veneer kiln is a process unit.
Stand-alone digester means a pressure vessel used to heat and soften wood chips (usually by steaming) before the chips are sent to a separate process unit for refining into fiber. A stand-alone digester is a process unit.
Unit Risk Estimate (URE) means the upper-bound excess lifetime cancer risk estimated to result from continuous exposure to an agent at a concentration of 1 microgram per cubic meter (μg/m3) in air.
Wastewater/process water operation means equipment that processes water in plywood or composite wood product facilities for reuse or disposal. Wastewater/process water operations includes but is not limited to pumps, holding ponds and tanks, cooling and heating operations, settling systems, filtration systems, aeration systems, clarifiers, pH adjustment systems, log storage ponds, pollution control device water (including wash water), vacuum distillation systems, sludge drying and disposal systems, spray irrigation fields, and connections to POTW facilities. Wastewater/process water operations are process units.
Appendix 8. Industry Source Classification Code Crosswalk
PCWP SCCs by Products and Process Unit Type |
Provisional calculation information |
||||||
PCWP1 |
SCC |
SCC Level Four |
ICR Process Unit Type |
Related AP-42 EF to use in absence of more representative data |
EF source |
EF units |
Pollutants with Provisional Calculations Available2 |
PB |
30700635 |
Dry Rotary Dryer: Indirect-heated: <600F Inlet air, <30%MC: Softwood |
Dry rotary dryer |
Particleboard, rotary, indirect heated with auxiliary natural gas, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700636 |
Dry Rotary Dryer: Indirect-heated: <600F Inlet air, <30%MC: Hardwood |
Dry rotary dryer |
Particleboard, rotary, indirect heated with auxiliary natural gas, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700637 |
Dry Rotary Dryer: Indirect-heated: <600F Inlet air, <30%MC: Mixed Softwood/Hardwood |
Dry rotary dryer |
Particleboard, rotary, indirect heated with auxiliary natural gas, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700641 |
Former Operations: Urea Formaldehyde Resin |
Former |
MDF, former without blowline blend, UF resin (includes blender emissions) |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700642 |
Former Operations: Non-Urea Formaldehyde Resin |
Former |
MDF former without blowline blend, UF resin (includes blender emissions) |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700648 |
Blender: Urea Formaldehyde Resin |
Blender |
MDF paddle blender, UF resin |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700649 |
Blender: Non-Urea Formaldehyde Resin |
Blender |
MDF paddle blender, UF resin |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
PB |
30700651 |
Reconstituted Wood Products Press: Batch: Urea Formaldehyde Resin |
Reconstituted wood product press |
Particleboard, press, UF resin |
AP-42, Ch 10.6.2 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein Formaldehyde, Methanol, Phenol, Benzene, MIBK (4-Methyl-2-Pentanone) |
PB |
30700652 |
Reconstituted Wood Products Press: Continuous: Urea Formaldehyde Resin |
Reconstituted wood product press |
Particleboard, press, UF resin |
AP-42, Ch 10.6.2 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein-Formaldehyde, Methanol, Phenol, Benzene, MIBK (4-Methyl-2-Pentanone) |
PB |
30700653 |
Reconstituted Wood Products Press: Continuous: Non-Urea Formaldehyde Resin |
Reconstituted wood product press |
Particleboard, press, UF resin |
AP-42, Ch 10.6.2 |
lb/MSF 3/4 |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol, Benzene, MIBK (4-Methyl-2-Pentanone) |
PB |
30700654 |
Reconstituted Wood Products Press: Batch: Non-Urea Formaldehyde Resin |
Reconstituted wood product press |
PB, press, UF resin |
AP-42, Ch 10.6.2 |
lb/MSF 3/4 |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol, Benzene, MIBK (4-Methyl-2-Pentanone) |
PB |
30700656 |
Agriculture Fiber Board Press |
Agriculture fiber board press |
|
|
No EF available |
|
PB |
30700657 |
Flaker: Hardwood |
Other |
Particleboard, flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700658 |
Flaker: Softwood |
Other |
Particleboard, flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700660 |
Board Cooler: Non-Urea Formaldehyde Resin |
Reconstituted wood product board cooler |
Particleboard, board cooler, UF resin |
AP-42, Ch 10.6.2 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
PB |
30700661 |
Board Cooler: Urea Formaldehyde Resin |
Reconstituted wood product board cooler |
Particleboard, board cooler, UF resin |
AP-42, Ch 10.6.2 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Benzene, MIBK (4-Methyl-2-Pentanone) |
PB |
30700662 |
Refiner: Green Wood Material: Hardwood |
Atmospheric refiner |
Particleboard, flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700663 |
Refiner: Dry Wood Materials |
Atmospheric refiner |
Particleboard, flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700664 |
Refiner: Green Wood Material: Softwood |
Atmospheric refiner |
Particleboard, flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700665 |
Sanding Operations |
Finishing sander |
Particleboard, sander |
AP-42, Ch 10.6.2 |
lb/MSF |
Methanol, Phenol |
PB |
30700666 |
Refiner: Mixed Dry and Green Wood Material |
Atmospheric refiner |
Particleboard, flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700667 |
Sanding Operations: Urea Formaldehyde Resin |
Finishing sander |
Particleboard, sander |
AP-42, Ch 10.6.2 |
lb/MSF |
Methanol, Phenol |
PB |
30700668 |
Sanding Operations: Non-Urea Formaldehyde Resin |
Finishing sander |
Particleboard, sander |
AP-42, Ch 10.6.2 |
lb/MSF |
Methanol, Phenol |
PB |
30700670 |
Dry Rotary Dryer: Direct Wood-fired: <600F Inlet air, <30%MC: Hardwood |
Dry rotary dryer |
Particleboard, Rotary dryer, direct wood-fired, softwood (SCC 3-07-006-07 |
AP-42, Ch 10.6.2 |
lb/MSF |
HAP metals, Acetaldehyde, Acrolein, Benzene, Bis-(2-ethylhexyl phthalate), Carbon disulfide, Carbon tetrachloride, Cumene, Dibutylphthalate, Ethyl benzene, Formaldehyde, Hydroquinone, xylenes, methanol, Methylene chloride, Propionaldehyde, Styrene, Toluene, Phenol |
PB |
30700671 |
Dry Rotary Dryer: Direct Wood-fired: <600F Inlet air, <30%MC: Softwood |
Dry rotary dryer |
Particleboard, Rotary dryer, direct wood-fired, softwood (SCC 3-07-006-07) |
AP-42, Ch 10.6.2 |
lb/MSF |
HAP metals, Acetaldehyde, Acrolein, Benzene, Bis-(2-ethylhexyl phthalate), Carbon disulfide, Carbon tetrachloride, Cumene, Dibutylphthalate, Ethyl benzene, Formaldehyde, Hydroquinone, xylenes, methanol, Methylene chloride, Propionaldehyde, Styrene, Toluene, Phenol |
PB |
30700672 |
Dry Rotary Dryer: Direct Wood-fired: <600F Inlet air, <30%MC: Mixed Softwood/Hardwood |
Dry rotary dryer |
Particleboard, Rotary dryer, direct wood-fired, softwood (SCC 3-07-006-07) |
AP-42, Ch 10.6.2 |
lb/MSF |
Acetaldehyde, Acrolein, Benzene, Bis-(2-ethylhexyl phthalate), Carbon disulfide, Carbon tetrachloride, Cumene, Dibutylphthalate, Ethyl benzene, Formaldehyde, Hydroquinone, xylenes, methanol, Methylene chloride, Propionaldehyde, Styrene, Toluene, Phenol, HAP metals |
PB |
30700673 |
Dry Rotary Dryer: Direct Natural Gas-fired: <600F Inlet air, <30%MC: Hardwood |
Dry rotary dryer |
Particleboard, Rotary dryer, direct natural gas-fired, hardwood (SCC 3-07-006-32) |
AP-42, Ch 10.6.2 |
|
Formaldehyde |
PB |
30700674 |
Dry Rotary Dryer: Direct Natural Gas-fired: <600F Inlet air, <30%MC: Softwood |
Dry rotary dryer |
Particleboard, Rotary dryer, direct natural gas-fired, softwood (SCC 3-07-006-30) |
AP-42, Ch 10.6.2 |
|
Formaldehyde, Methanol |
PB |
30700675 |
Dry Rotary Dryer: Direct Natural Gas-fired: <600F Inlet air, <30%MC: Mixed Softwood/Hardwood |
Dry rotary dryer |
Particleboard, Rotary dryer, direct natural gas-fired, softwood (SCC 3-07-006-30) |
AP-42, Ch 10.6.2 |
|
Formaldehyde, Methanol |
PB |
30700676 |
Green Rotary Dryer: Direct Wood-fired: Hardwood |
Green rotary dryer |
Particleboard, green dryer, rotary, direct wood-fired, mixed wood species (40-60% softwood, 40-60% hardwood) |
AP-42, Ch 10.6.2 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Methylene chloride, Styrene, Toluene, Xylenes, HAP metals |
PB |
30700677 |
Green Rotary Dryer: Direct Wood-fired: Softwood |
Green rotary dryer |
Particleboard, PB, green dryer, rotary, direct wood-fired, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Chloroform, Cumene, MIBK (4-Methyl-2-Pentanone), Methylene chloride Styrene, Toluene, Xylenes HAP metals |
PB |
30700678 |
Green Rotary Dryer: Direct Wood-fired: Mixed Softwood/Hardwood |
Green rotary dryer |
Particleboard, green dryer, rotary, direct wood-fired, mixed wood species (40-60% softwood, 40-60% hardwood) |
AP-42, Ch 10.6.2 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Methylene chloride, Styrene, Toluene, Xylenes, HAP metals |
PB |
30700679 |
Green Rotary Dryer: Direct Natural Gas-fired: Hardwood |
Green rotary dryer |
Particleboard, PB, green dryer, rotary, direct natural gas-fired, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Formaldehyde |
PB |
30700680 |
Green Rotary Dryer: Direct Natural Gas-fired: Softwood |
Green rotary dryer |
Particleboard, PB, green dryer, rotary, direct natural gas-fired, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Formaldehyde |
PB |
30700681 |
Green Rotary Dryer: Direct Natural Gas-fired: Mixed Softwood/Hardwood |
Green rotary dryer |
Particleboard, PB, green dryer, rotary, direct natural gas-fired, softwood |
AP-42, Ch 10.6.2 |
lb/ODT |
Formaldehyde |
PB |
30700682 |
Green Rotary Dryer: Indirect-heated: Hardwood |
Green rotary dryer |
|
No EF available |
|
|
PB |
30700683 |
Green Rotary Dryer: Indirect-heated: Softwood |
Green rotary dryer |
|
No EF available |
|
|
PB |
30700684 |
Green Rotary Dryer: Indirect-heated: Mixed Softwood/Hardwood |
Green rotary dryer |
|
No EF available |
|
|
PB |
30700685 |
Agriculture Fiber Rotary Dryer |
Rotary agricultural fiber dryer |
|
No EF available |
|
|
PB |
30700686 |
Panel Trim Hammermill/Chipper |
Panel trim chipper |
|
|
|
|
PB |
30700687 |
Sawing Operations: Pre-Press: Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
PB |
30700688 |
Sawing Operations: Pre-Press: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
PB |
30700689 |
Sawing Operations: Post-Press: Pre-Board Cooler: Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
PB |
30700690 |
Sawing Operations: Post-Press: Pre-Board Cooler: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
PB |
30700691 |
Sawing Operations: Post-Board Cooler: Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
PB |
30700692 |
Sawing Operations: Post-Board Cooler: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
PB |
30700695 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
PB flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700696 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
PB flaker/refiner/hammermill |
AP-42, Ch 10.6.2 |
lb/ODT |
Methanol, Phenol |
PB |
30700697 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
|
PB |
30700698 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
|
PB |
30700699 |
Other Not Classified |
Other |
|
|
|
|
plywood |
30700702 |
Sanding Operations |
Finishing sander |
SPW sander (8-drum sander, 1-drum sander, & specialty saw) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700710 |
Sawing Operations: Dry Veneer and Plywood Trimming |
Finishing saw |
SPW skinner & equalizer saws (3 saws, hog, and sander) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700720 |
Veneer Redryer: Steam-heated |
Veneer redryer |
|
|
|
|
plywood |
30700727 |
Veneer Laying and Glue Spreading |
Other |
|
No EF available |
|
|
plywood |
30700731 |
Log Steaming Vat |
Log vat |
SPW log steaming vat (process rate = volume of wood removed from vat per hour) |
|
|
|
plywood |
30700732 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
|
plywood |
30700734 |
Hardwood Veneer Dryer: Direct Wood-fired: Heated Zones |
Hardwood veneer dryer |
HPW, veneer, direct wood-fired, hardwood (heated zones) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde Formaldehyde-Methanol HAP metals |
plywood |
30700735 |
Hardwood Veneer Dryer: Direct Wood-fired: Cooling Section |
Hardwood veneer dryer |
HPW, veneer, direct wood-fired, hardwood (cooling section) |
|
|
All factors BDL |
plywood |
30700736 |
Softwood Veneer Dryer: Direct Wood-fired: Heated Zones |
Softwood veneer dryer |
SPW, veneer, direct wood-fired, softwood (heated zones) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Formaldehyde, HAP metals |
plywood |
30700737 |
Softwood Veneer Dryer: Direct Wood-fired: Cooling Section |
Softwood veneer dryer |
SPW, veneer, direct natural gas-fired, softwood (cooling section) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol |
plywood |
30700752 |
Softwood Veneer Dryer: Direct Natural Gas-fired: Heated Zones |
Softwood veneer dryer |
SPW, veneer, direct natural gas-fired, softwood (heated zones) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Acrolein Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, MIBK (4-Methyl-2-Pentanone), Styrene, Toluene, Xylenes |
plywood |
30700753 |
Softwood Veneer Dryer: Direct Natural Gas-fired: Cooling Section |
Softwood veneer dryer |
SPW, veneer, direct natural gas-fired, softwood (cooling section) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol |
plywood |
30700754 |
Hardwood Veneer Dryer: Direct Natural Gas-fired: Heated Zones |
Hardwood veneer dryer |
HPW, veneer, direct wood-fired, hardwood (heated zones) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700755 |
Hardwood Veneer Dryer: Direct Natural Gas-fired: Cooling Section |
Hardwood veneer dryer |
HPW, veneer, direct wood-fired, hardwood (cooling section) |
|
|
All factors BDL |
plywood |
30700756 |
Hardwood Veneer Dryer: Indirect-heated: Heated Zones |
Hardwood veneer dryer |
HPW, veneer, indirect heated, hardwood (heated zones) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
plywood |
30700757 |
Hardwood Veneer Dryer: Indirect-heated: Cooling Section |
Hardwood veneer dryer |
HPW, veneer, indirect heated, hardwood (cooling section) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, MIBK (4-Methyl-2-Pentanone) |
plywood |
30700762 |
Softwood Veneer Dryer: Indirect-heated: Heated Zones |
Softwood veneer dryer |
SPW, veneer, indirect heated, softwood (heated zones) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) Acrolein, Propionaldehyde, Benzene, Toluene, Xylenes |
plywood |
30700763 |
Softwood Veneer Dryer: Indirect-heated: Cooling Section |
Softwood veneer dryer |
SPW, veneer, indirect heated, softwood (cooling section) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone), Xylenes |
plywood |
30700770 |
Veneer Redryer: Radio Frequency-heated: Hardwood |
Veneer redryer |
SPW, veneer, RF heated, softwood |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700771 |
Veneer Redryer: Radio Frequency-heated: Softwood |
Veneer redryer |
SPW, veneer, RF heated, softwood |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700773 |
Board Cooler |
Other |
|
|
|
|
plywood |
30700777 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
SPW skinner & equalizer saws (3 saws, hog, and sander) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700778 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
SPW skinner & equalizer saws (3 saws, hog, and sander) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
plywood |
30700782 |
Press: Non-Phenol Formaldehyde Resin: Softwood |
Softwood plywood press |
Softwood Plywood, press, PF resin |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
plywood |
30700783 |
Press: Phenol Formaldehyde Resin: Softwood |
Softwood plywood press |
Softwood Plywood, press, PF resin |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
plywood |
30700784 |
Press: Non-Urea Formaldehyde Resin: Hardwood |
Hardwood plywood press |
Hot press, PF resin, softwood plywood |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
plywood |
30700785 |
Press: Urea Formaldehyde Resin: Hardwood |
Hardwood plywood press |
Hardwood Plywood, press, UF resin |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
plywood |
30700791 |
Hammermill/Chipper: Dry Wood Material |
Panel trim chipper |
SPW dry trim chipper (chips dry trim from SPW panel saws; process rate = finished board production) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Methanol |
plywood |
30700794 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
|
plywood |
30700799 |
Other Not Classified |
Other |
|
|
|
|
lumber |
30700830 |
Lumber Kiln: Softwood: Pine Species |
Lumber kiln |
No AP-42 factors |
Former App B to subpart DDDD |
lb/MBF |
Acetaldehyde, Acrolein, Formaldehyde Phenol |
lumber |
30700831 |
Lumber Kiln: Softwood: Lumber Kiln: Non-Pine Western Softwoods |
Lumber kiln |
No AP-42 factors |
Former App B to subpart DDDD |
lb/MBF |
Acetaldehyde, Acrolein, Formaldehyde Phenol |
lumber |
30700833 |
Lumber Kiln: Hardwood |
Lumber kiln |
No AP-42 factors |
Former App B to subpart DDDD |
lb/MBF |
Acetaldehyde, Acrolein, Formaldehyde Phenol |
MDF |
30700909 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Blowline Blend: Non-Urea Formaldehyde Resin: Softwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10. 6.4 |
lb/ODT |
Formaldehyde |
MDF |
30700910 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Blowline Blend: Non-Urea Formaldehyde Resin: Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
|
MDF |
30700911 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Blowline Blend: Non-Urea Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
|
MDF |
30700912 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Blowline Blend: Urea Formaldehyde Resin: Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde |
MDF |
30700913 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Blowline Blend: Urea Formaldehyde Resin: Softwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde |
MDF |
30700914 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Blowline Blend: Urea Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde |
MDF |
30700915 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Non-Blowline Blend: Softwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Methanol, Formaldehyde, HAP metals |
MDF |
30700916 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Non-Blowline Blend: Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Methanol, Formaldehyde, HAP metals |
MDF |
30700917 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Non-Blowline Blend: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Methanol, Formaldehyde, HAP metals |
MDF |
30700918 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Non-Urea Formaldehyde Resin: Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde HAP metals |
MDF |
30700919 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Non-Urea Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde HAP metals |
MDF |
30700920 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Non-Urea Formaldehyde Resin: Softwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde HAP metals |
MDF |
30700923 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Urea Formaldehyde Resin: Softwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, HAP metals |
MDF |
30700924 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Urea Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, HAP metals |
MDF |
30700925 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Urea Formaldehyde Resin: Hardwood |
Primary tube dryer |
MDF, tube, direct wood-fired, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, HAP metals |
MDF |
30700926 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Non-Blowline Blend: Softwood |
Primary tube dryer |
MDF, tube, direct natural gas-fired, non-blowline blend, hardwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700927 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Non-Blowline Blend: Hardwood |
Primary tube dryer |
MDF, tube, direct natural gas-fired, non-blowline blend, hardwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700928 |
Pressurized Refiner/Primary Tube Dryer: Direct Natural Gas-fired: Non-Blowline Blend: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, direct natural gas-fired, non-blowline blend, hardwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700929 |
Pressurized Refiner/Primary Tube Dryer: Indirect-heated: Blowline Blend: Non-Urea Formaldehyde Resin: Softwood |
Primary tube dryer |
MDF, tube, indirect heated, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol-Phenol MIBK (4-Methyl-2-Pentanone) - |
MDF |
30700930 |
Pressurized Refiner/Primary Tube Dryer: Indirect-heated: Blowline Blend: Non-Urea Formaldehyde Resin: Hardwood |
Primary tube dryer |
MDF, tube, indirect heated, blowline blend, UF, hardwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde Formaldehyde - |
MDF |
30700932 |
Pressurized Refiner/Primary Tube Dryer: Indirect-heated: Blowline Blend: Urea Formaldehyde Resin: Softwood |
Primary tube dryer |
MDF, tube, indirect heated, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
MDF |
30700934 |
Pressurized Refiner/Primary Tube Dryer: Indirect-heated: Blowline Blend: Non-Urea Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, indirect heated, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone |
MDF |
30700936 |
Pressurized Refiner/Primary Tube Dryer: Indirect-heated: Blowline Blend: Urea Formaldehyde Resin: Hardwood |
Primary tube dryer |
MDF, tube, indirect heated, blowline blend, UF, hardwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde, Formaldehyde |
MDF |
30700939 |
Pressurized Refiner/Primary Tube Dryer: Indirect-heated: Blowline Blend: Urea Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
MDF, tube, indirect heated, blowline blend, UF, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone |
MDF |
30700942 |
Secondary Tube Dryer: All Indirect-fired Units |
Secondary tube dryer |
MDF, second stage tube dryer, indirect heated, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol, Benzene Toluene |
MDF |
30700943 |
Secondary Tube Dryer: All Direct-fired Units |
Secondary tube dryer |
MDF, second stage tube dryer, indirect heated, softwood |
AP-42, Ch 10.6.3 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol, Benzene Toluene |
MDF |
30700946 |
Fiber Dryers: Other |
Other |
|
|
|
- |
MDF |
30700947 |
Agriculture Fiber Rotary Dryer |
Rotary agricultural fiber dryer |
|
|
|
- |
MDF |
30700950 |
Reconstituted Wood Products Press: Continuous: Urea Formaldehyde Resin |
Reconstituted wood product press |
MDF, press, UF resin |
AP-42, Ch 10.6.3 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone) |
MDF |
30700951 |
Reconstituted Wood Products Press: Continuous: Non-Urea Formaldehyde Resin |
Reconstituted wood product press |
MDF, press, UF resin |
AP-42, Ch 10.6.3 |
lb/MSF 3/4 |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -MIBK (4-Methyl-2-Pentanone) - |
MDF |
30700960 |
Reconstituted Wood Products Press: Batch: Urea Formaldehyde Resin |
Reconstituted wood product press |
MDF, press, UF resin |
AP-42, Ch 10.6.3 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone) |
MDF |
30700961 |
Reconstituted Wood Products Press: Batch: Non-Urea Formaldehyde Resin |
Reconstituted wood product press |
MDF, press, UF resin |
AP-42, Ch 10.6.3 |
lb/MSF 3/4 |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -MIBK (4-Methyl-2-Pentanone) - |
MDF |
30700962 |
Agriculture Fiber Board Press |
Agriculture fiber board press |
|
|
No EF available |
- |
MDF |
30700971 |
Board Cooler: Urea Formaldehyde Resin |
Reconstituted wood product board cooler |
MDF, board cooler, UF resin |
AP-42, Ch 10.6.3 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol |
MDF |
30700972 |
Board Cooler: Non-Urea Formaldehyde Resin |
Reconstituted wood product board cooler |
MDF, board cooler, UF resin |
AP-42, Ch 10.6.3 |
lb/MSF 3/4 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol |
MDF |
30700977 |
Former Without Blowline Blend: Non-Urea Formaldehyde Resin |
Former |
MDF former without blowline blending, UF resin (includes blender emissions) |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700978 |
Former With Blowline Blend: Non-Urea Formaldehyde Resin |
Former |
MDF former without blowline blend, UF resin (includes blender emissions) |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700979 |
Blender: Non-Urea Formaldehyde Resin |
Blender |
|
|
|
- |
MDF |
30700980 |
Blender: Urea Formaldehyde Resin |
Blender |
MDF paddle blender, UF resin |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700981 |
Former Without Blowline Blend: Urea Formaldehyde Resin |
Former |
MDF, former without blowline blending, UF resin (includes blender emissions) |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700982 |
Former With Blowline Blend: Urea Formaldehyde Resin |
Former |
MDF, former with blowline blending, UF resin |
AP-42, Ch 10.6.3 |
lb/ODT |
Formaldehyde, Methanol |
MDF |
30700983 |
Sanding Operations: Urea Formaldehyde Resin |
Finishing sander |
MDF sander |
AP-42, Ch 10.6.3 |
lb/MSF |
Formaldehyde, Methanol, Phenol, Styrene |
MDF |
30700984 |
Sawing Operations: Pre-Press: Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
MDF |
30700985 |
Sanding Operations: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
-Methanol |
MDF |
30700986 |
Sawing Operations: Pre-Press: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
MDF |
30700987 |
Sawing Operations: Post-Board Cooler: Urea Formaldehyde Resin |
Finishing saw |
MDF, saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
MDF |
30700988 |
Sawing Operations: Post-Board Cooler: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF, saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
MDF |
30700989 |
Sawing Operations: Post-Press: Pre-Board Cooler: Urea Formaldehyde Resin |
Finishing saw |
MDF, saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
MDF |
30700990 |
Sawing Operations: Post-Press: Pre-Board Cooler: Non-Urea Formaldehyde Resin |
Finishing saw |
MDF, saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
Methanol |
MDF |
30700991 |
Panel Trim Hammermill/Chipper |
Panel trim chipper |
|
|
|
- |
MDF |
30700994 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
-Methanol |
MDF |
30700995 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
MDF saw (reclaim saw; emission factors in lb/MSF of reclaimed [trimmed] material) |
AP-42, Ch 10.6.3 |
lb/MSF reclaim |
-Methanol |
MDF |
30700996 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
MDF |
30700997 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
- |
MDF |
30700999 |
Other Not Classified |
Other |
|
|
|
- |
OSB |
30701009 |
Rotary Strand Dryer: Direct Wood-fired: Softwood |
Rotary strand dryer |
OSB, rotary, direct wood-fired, softwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Cumene, MIBK (4-Methyl-2-Pentanone), Toluene, Xylenes, HAP metals |
OSB |
30701010 |
Rotary Strand Dryer: Direct Wood-fired: Hardwood |
Rotary strand dryer |
OSB, rotary, direct wood-fired, hardwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Styrene, Toluene, HAP metals |
OSB |
30701015 |
Rotary Strand Dryer: Direct Wood-fired: Mixed Softwood/Hardwood |
Rotary strand dryer |
OSB, rotary, direct wood-fired, mixed wood species (40-60% softwood, 40-60% hardwood) |
AP-42, Ch 10.6.1 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Propionaldehyde, HAP metals |
OSB |
30701020 |
Rotary Strand Dryer: Direct Natural Gas-fired: Hardwood |
Rotary strand dryer |
OSB, rotary, direct natural gas-fired, hardwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701021 |
Rotary Strand Dryer: Direct Natural Gas-fired: Softwood |
Rotary strand dryer |
OSB, rotary, direct wood-fired, softwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701022 |
Rotary Strand Dryer: Direct Natural Gas-fired: Mixed Softwood/Hardwood |
Rotary strand dryer |
OSB, rotary, direct natural gas-fired, hardwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701030 |
Rotary Strand Dryer: Indirect-heated: Hardwood |
Rotary strand dryer |
OSB, rotary, indirect-heated, hardwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701031 |
Rotary Strand Dryer: Indirect-heated: Softwood |
Rotary strand dryer |
OSB, rotary, direct wood-fired, softwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701032 |
Rotary Strand Dryer: Indirect-heated: Mixed Softwood/Hardwood |
Rotary strand dryer |
OSB, rotary, indirect-heated, hardwood |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701040 |
Conveyor Dryer: Heated Zones: Hardwood |
Conveyor strand dryer |
OSB, conveyer, indirect heated, hardwood (heated zones) |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701041 |
Conveyor Dryer: Heated Zones: Softwood |
Conveyor strand dryer |
OSB, conveyer, indirect heated, hardwood (heated zones)
|
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701042 |
Conveyor Dryer: Heated Zones: Mixed Hardwood/Softwood |
Conveyor strand dryer |
OSB, conveyer, indirect heated, hardwood (heated zones) |
AP-42, Ch 10.6.1 |
lb/ODT |
Formaldehyde |
OSB |
30701043 |
Conveyor Dryer: Unheated Zones: All Species |
Conveyor strand dryer |
|
|
|
- |
OSB |
30701053 |
Reconstituted Wood Products Press: Phenol Formaldehyde Resin |
Reconstituted wood product press |
OSB, press, PF resin |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Acetaldehyde Formaldehyde-Methanol-Phenol |
OSB |
30701055 |
Reconstituted Wood Products Press: Methylene Diphenyl Diisocyanate (MDI) Resin |
Reconstituted wood product press |
OSB, press, MDI resin |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, MDI |
OSB |
30701057 |
Reconstituted Wood Products Press: Phenol Formaldehyde Resin (surface layers)/ Methylene Diphenyl Diisocyanate (MDI) Resin (core layers) |
Reconstituted wood product press |
OSB, press, PF/MDI resin |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MDI |
OSB |
30701058 |
Reconstituted Wood Products Press |
Reconstituted wood product press |
OSB, press, PF resin |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde |
OSB |
30701062 |
Sanding Operations |
Finishing sander |
OSB sanderdust metering bin (holds fuel for dryer and thermal oil heater suspension burners) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
OSB |
30701064 |
Storage Bins: Trimming and Dryer Exhaust Cyclone Dust |
Other |
OSB raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde-Methanol |
OSB |
30701067 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
OSB sanderdust metering bin (holds fuel for dryer and thermal oil heater suspension burners) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
-Methanol |
OSB |
30701068 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
OSB sanderdust metering bin (holds fuel for dryer and thermal oil heater suspension burners) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
-Methanol |
OSB |
30701070 |
Blender: Phenol Formaldehyde Resin |
Blender |
OSB blender (PF & MDI resin) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701071 |
Blender: Methylene Diphenyl Diisocyanate (MDI) Resin |
Blender |
OSB blender (PF & MDI resin) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701072 |
Former: Phenol Formaldehyde Resin |
Former |
|
No EF available |
|
- |
OSB |
30701073 |
Former Operations: Methylene Diphenyl Diisocyanate (MDI) Resin |
Former |
|
No EF available |
|
- |
OSB |
30701074 |
Former Operations: Phenol Formaldehyde Resin/Methylene Diphenyl Diisocyanate (MDI) Resin |
Former |
|
No EF available |
|
- |
OSB |
30701084 |
Hammermill/Chipper: Dry Wood Material |
Panel trim chipper |
SPW dry trim chipper (chips dry trim from SPW panel saws; process rate = finished board production) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Methanol |
OSB |
30701085 |
Hammermill/Chipper: Mixed Green and Dry Wood Material |
Panel trim chipper |
SPW dry trim chipper (chips dry trim from SPW panel saws; process rate = finished board production) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Methanol |
OSB |
30701086 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
- |
OSB |
30701087 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
OSB |
30701090 |
Sawing Operations: Pre-Press Mat Trimming: Phenol Formaldehyde Resin |
Finishing saw |
OSB raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701091 |
Sawing Operations: Pre-Press Mat Trimming: Methylene Diphenyl Diisocyanate (MDI) Resin |
Finishing saw |
OSB raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701092 |
Sawing Operations: Pre-Press Mat Trimming: Phenol Formaldehyde Resin/Methylene Diphenyl Diisocyanate (MDI) Resin |
Finishing saw |
OSB raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701093 |
Sawing Operations: Post-Press Panel Trimming: Phenol Formaldehyde Resin |
Finishing saw |
OSB raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701094 |
Sawing Operations: Post-Press Panel Trimming: Methylene Diphenyl Diisocyanate (MDI) Resin |
Finishing saw |
OSB, raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701095 |
Sawing Operations: Post-Press Panel Trimming: Phenol Formaldehyde Resin/Methylene Diphenyl Diisocyanate (MDI) Resin |
Finishing saw |
OSB raw fuel bin (holds fines from screens and saws) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
OSB |
30701099 |
Other Not Classified |
Other |
|
|
|
- |
HB |
30701401 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Hardwood |
Primary tube dryer |
Hardboard, Hardboard tube dryer, direct woodfired, blowline blend, PF resin, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, –Benzene, MIBK, Styrene, Toluene, Xylenes |
HB |
30701402 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Softwood |
Primary tube dryer |
Hardboard, Hardboard tube dryer, direct woodfired, blowline blend, PF resin, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, –Benzene, MIBK, Styrene, Toluene, Xylenes |
HB |
30701403 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
Hardboard, Hardboard tube dryer, direct woodfired, blowline blend, PF resin, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, –Benzene, MIBK, Styrene, Toluene, Xylenes |
HB |
30701404 |
Pressurized Refiner/Primary Tube Dryer: Natural Gas-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein,Formaldehyde, Methanol, Phenol, Propionaldehyde, –Benzene, MIBK, Styrene, Toluene, Xylenes |
HB |
30701405 |
Pressurized Refiner/Primary Tube Dryer: Natural Gas-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Softwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, –Benzene, MIBK, Styrene, Toluene, Xylenes |
HB |
30701406 |
Pressurized Refiner/Primary Tube Dryer: Natural Gas-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, –Benzene, MIBK, Styrene, Toluene, Xylenes |
HB |
30701407 |
Pressurized Refiner/Primary Tube Dryer: Indirect-fired: Blowline Blend: Phenol Formaldehyde Resin: Softwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Chloromethane (methyl chloride), Ethylbenzene, Styrene, Toluene, Xylenes |
HB |
30701408 |
Pressurized Refiner/Primary Tube Dryer: Indirect-fired: Blowline Blend: Phenol Formaldehyde Resin: Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Chloromethane (methyl chloride), Ethylbenzene, Styrene, Toluene, Xylenes |
HB |
30701409 |
Pressurized Refiner/Primary Tube Dryer: Indirect-fired: Blowline Blend: Phenol Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, Chloromethane (methyl chloride), Ethylbenzene, Styrene, Toluene, Xylenes |
HB |
30701410 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Phenol Formaldehyde Resin: Hardwood |
Primary tube dryer |
HB, tube, direct wood-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol HAP metals |
HB |
30701411 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Phenol Formaldehyde Resin: Softwood |
Primary tube dryer |
HB, tube, direct wood-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol HAP metals |
HB |
30701412 |
Pressurized Refiner/Primary Tube Dryer: Direct Wood-fired: Blowline Blend: Phenol Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
HB, tube, direct wood-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol HAP metals |
HB |
30701413 |
Pressurized Refiner/Primary Tube Dryer: Natural Gas-fired: Blowline Blend: Phenol Formaldehyde Resin: Softwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -Benzene Chloromethane (methyl chloride) -Ethylbenzene Styrene-Toluene-Xylenes |
HB |
30701414 |
Pressurized Refiner/Primary Tube Dryer: Natural Gas-fired: Blowline Blend: Phenol Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -Benzene Chloromethane (methyl chloride) -Ethylbenzene Styrene-Toluene-Xylenes |
HB |
30701415 |
Pressurized Refiner/Primary Tube Dryer: Natural Gas-fired: Blowline Blend: Phenol Formaldehyde Resin: Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -Benzene Chloromethane (methyl chloride) -Ethylbenzene Styrene-Toluene-Xylenes |
HB |
30701417 |
Pressurized Refiner/Primary Tube Dryer: Indirect-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -Benzene Chloromethane (methyl chloride) -Ethylbenzene Styrene-Toluene-Xylenes |
HB |
30701418 |
Pressurized Refiner/Primary Tube Dryer: Indirect-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Softwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -Benzene Chloromethane (methyl chloride) -Ethylbenzene Styrene-Toluene-Xylenes |
HB |
30701419 |
Pressurized Refiner/Primary Tube Dryer: Indirect-fired: Blowline Blend: Non-Phenol Formaldehyde Resin: Mixed Softwood/Hardwood |
Primary tube dryer |
HB, tube, direct natural gas-fired, blowline blend, PF, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde-Acrolein-Formaldehyde-Methanol-Phenol-Propionaldehyde -Benzene Chloromethane (methyl chloride) -Ethylbenzene Styrene-Toluene-Xylenes |
HB |
30701421 |
HB Oven |
HB oven |
HB, tempering oven, direct natural gas-fired, hardwood |
AP-42, Ch 10.6.4 |
lb/MSF 1/8 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone) |
HB |
30701423 |
Secondary Tube Dryer: All Direct-fired Units |
Secondary tube dryer |
|
AP-42, Ch 10.6.4 |
lb/ODT |
Formaldehyde, Methanol, Phenol |
HB |
30701424 |
Secondary Tube Dryer: All Indirect-fired Units |
Secondary tube dryer |
HB, second stage tube dryer, indirect heated, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Formaldehyde, Methanol, Phenol |
HB |
30701426 |
Fiber Dryers: Other |
Other |
|
|
|
- |
HB |
30701427 |
Press Pre-Dryer: Phenol Formaldehyde Resin |
HB press predryer |
|
|
|
- |
HB |
30701428 |
Press Pre-Dryer: Non-Phenol Formaldehyde Resin |
HB press predryer |
HB, board dryer, direct natural gas-fired, softwood, linseed oil binder (heated zones) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, MIBK (4-Methyl-2-Pentanone), Styrene, Toluene |
HB |
30701431 |
Humidifier |
HB humidifier |
HB, humidification kiln, indirect heated |
AP-42, Ch 10.6.4 |
lb/MSF 1/8 |
Acetaldehyde, Acrolein, Formaldehyde, Phenol, Propionaldehyde, Benzene, Chloroethane (Ethyl chloride), Chloromethane (methyl chloride), Ethylbenzene, Toluene, Xylenes, Cresols |
HB |
30701441 |
Dry HB Press: Phenol Formaldehyde Resin |
Reconstituted wood product press |
Hardboard, Hardboard hot press, PF resin (SCC 3-07-014-40) |
AP-42, Ch 10.6.4 |
lb/MSF 1/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, Toluene, Xylenes |
HB |
30701443 |
Dry HB Press: Non-Phenol Formaldehyde Resin |
Reconstituted wood product press |
Hardboard, Hardboard hot press, linseed oil binder (SCC 3-07-014-42) |
AP-42, Ch 10.6.4 |
lb/MSF 1/8 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
HB |
30701444 |
Wet HB Press: Phenol Formaldehyde Resin |
Reconstituted wood product press |
Hardboard, Hardboard hot press, PF resin (SCC 3-07-014-40) |
AP-42, Ch 10.6.4 |
lb/MSF 1/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, Toluene, Xylenes |
HB |
30701445 |
Wet HB Press: Non-Phenol Formaldehyde Resin |
Reconstituted wood product press |
Hardboard, Hardboard hot press, linseed oil binder (SCC 3-07-014-42) |
AP-42, Ch 10.6.4 |
lb/MSF 1/8 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
HB |
30701450 |
Blender: Phenol Formaldehyde Resin |
Blender |
OSB, blender (PF & MDI) (SCC 3-07-010-60) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
HB |
30701451 |
Blender: Non-Phenol Formaldehyde Resin |
Blender |
|
No EF available |
|
- |
HB |
30701452 |
Fiber Washer |
Fiber washer |
Fiberboard, Fiberboard washer, softwood (SCC 3-07-015-40) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol |
HB |
30701455 |
Digester: Softwood |
Stand alone digester |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84 |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701456 |
Digester: Hardwood |
Stand alone digester |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701457 |
Digester: Mixed Softwood/Hardwood |
Stand alone digester |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701460 |
Atmospheric Refiner: Softwood |
Atmospheric refiner |
Fiberboard, Fiberboard atmospheric refiner and dump chest, softwood (SCC 3-07-015-30) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Propionaldehyde, Cumene, Toluene |
HB |
30701461 |
Atmospheric Refiner: Hardwood |
Atmospheric refiner |
Fiberboard, Fiberboard atmospheric refiner and dump chest, softwood (SCC 3-07-015-30) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Propionaldehyde, Cumene, Toluene |
HB |
30701462 |
Atmospheric Refiner: Mixed Softwood/Hardwood |
Atmospheric refiner |
Fiberboard, Fiberboard atmospheric refiner and dump chest, softwood (SCC 3-07-015-30) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Propionaldehyde, Cumene, Toluene |
HB |
30701463 |
Pressurized Refiner: Softwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701464 |
Pressurized Refiner: Hardwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701465 |
Pressurized Refiner: Mixed Softwood/Hardwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701466 |
Pressurized Digester/Refiner: Softwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701467 |
Pressurized Digester/Refiner: Hardwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701468 |
Pressurized Digester/Refiner: Mixed Softwood/Hardwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
HB |
30701480 |
Sanding Operations |
Finishing sander |
OSB, Sanderdust metering bin (SCC 3-07-010-62) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
HB |
30701481 |
Sawing Operations |
Finishing saw |
OSB, Raw fuel bin (SCC 3-07-010-64) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
HB |
30701485 |
Wet HB Former: Vacuum System: Non-Phenol Formaldehyde Resin |
Former |
Hardboard, Hardboard former vacuum system, wet, PF resin (SCC 3-07-014-86) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol-Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone) |
HB |
30701486 |
Wet HB Former: Vacuum System: Phenol Formaldehyde Resin |
Former |
Hardboard, Hardboard former vacuum system, wet, PF resin (SCC 3-07-014-86) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Formaldehyde, Methanol-Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone) |
HB |
30701487 |
Dry Process Former Operations: Dust Collection: Phenol Formaldehyde Resin |
Former |
|
No EF available |
|
- |
HB |
30701488 |
Dry Process Former Operations: Dust Collection: Non-Phenol Formaldehyde Resin |
Former |
|
No EF available |
|
- |
HB |
30701489 |
Wet Process Former Operations: Dust (Fiber) Collection: Phenol Formaldehyde Resin |
Former |
|
|
|
- |
HB |
30701490 |
Wet Process Former Operations: Dust (Fiber) Collection: Non-Phenol Formaldehyde Resin |
Former |
|
|
|
- |
HB |
30701493 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
|
|
|
- |
HB |
30701494 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
|
|
|
- |
HB |
30701495 |
Panel Trim Chipper |
Panel trim chipper |
OSB, Raw fuel bin (SCC 3-07-010-64) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
HB |
30701496 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
- |
HB |
30701497 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
HB |
30701499 |
Other Not Classified |
Other |
|
|
|
- |
FB |
30701513 |
Mat Dryer: Indirect-heated: Starch binder: Softwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, starch binder (heated zones), softwood (SCC 3-07-015-10) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
FB |
30701514 |
Mat Dryer: Indirect-heated: Starch binder: Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, starch binder (heated zones), softwood (SCC 3-07-015-10) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
FB |
30701515 |
Mat Dryer: Indirect-heated: Starch binder: Mixed Softwood/Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, starch binder (heated zones), softwood (SCC 3-07-015-10) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
FB |
30701516 |
Mat Dryer: Indirect-heated: Asphalt binder: Softwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, 6-12% asphalt binder (heated zones), softwood (SCC 3-07-015-12) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol |
FB |
30701517 |
Mat Dryer: Indirect-heated: Asphalt binder: Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, 6-12% asphalt binder (heated zones), softwood (SCC 3-07-015-12) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol |
FB |
30701518 |
Mat Dryer: Indirect-heated: Asphalt binder: Mixed Softwood/Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, 6-12% asphalt binder (heated zones), softwood (SCC 3-07-015-12) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol |
FB |
30701519 |
Mat Dryer: Direct-heated: Starch binder: Softwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, starch binder (heated zones), softwood (SCC 3-07-015-10) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
FB |
30701520 |
Mat Dryer: Direct-heated: Starch binder: Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, starch binder (heated zones), softwood (SCC 3-07-015-10) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
FB |
30701521 |
Mat Dryer: Direct-heated: Starch binder: Mixed Softwood/Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, starch binder (heated zones), softwood (SCC 3-07-015-10) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde |
FB |
30701522 |
Mat Dryer: Direct-heated: Asphalt binder: Softwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, 6-12% asphalt binder (heated zones), softwood (SCC 3-07-015-12) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol |
FB |
30701523 |
Mat Dryer: Direct-heated: Asphalt binder: Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, 6-12% asphalt binder (heated zones), softwood (SCC 3-07-015-12) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol |
FB |
30701524 |
Mat Dryer: Direct-heated: Asphalt binder: Mixed Softwood/Hardwood |
Fiberboard mat dryer |
Fiberboard, Fiberboard board dryer, indirect heated, 6-12% asphalt binder (heated zones), softwood (SCC 3-07-015-12) |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol |
FB |
30701528 |
Atmospheric Refiner: Hardwood |
Atmospheric refiner |
Fiberboard, Fiberboard atmospheric refiner and dump chest, softwood (SCC 3-07-015-30) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Propionaldehyde, Cumene, Toluene |
FB |
30701529 |
Atmospheric Refiner: Mixed Softwood/Hardwood |
Atmospheric refiner |
Fiberboard, Fiberboard atmospheric refiner and dump chest, softwood (SCC 3-07-015-30) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Propionaldehyde, Cumene, Toluene |
FB |
30701530 |
Atmospheric Refiner: Softwood |
Atmospheric refiner |
Fiberboard, Fiberboard atmospheric refiner and dump chest, softwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Propionaldehyde, Cumene, Toluene |
FB |
30701531 |
Pressurized Refiner: Softwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701532 |
Pressurized Refiner: Hardwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701533 |
Pressurized Refiner: Mixed Softwood/Hardwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701534 |
Digester: Softwood |
Stand alone digester |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701535 |
Digester: Hardwood |
Stand alone digester |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701536 |
Digester: Mixed Softwood/Hardwood |
Stand alone digester |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701537 |
Pressurized Digester/Refiner: Softwood |
Pressurized refiner |
Hardboard, Hardboard pressurized digester/ refiner, hardwood (SCC 3-07-014-84) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701538 |
Pressurized Digester/Refiner: Hardwood |
Pressurized refiner |
HB pressurized digester/refiner, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701539 |
Pressurized Digester/Refiner: Mixed Softwood/Hardwood |
Pressurized refiner |
HB pressurized digester/refiner, hardwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde, Acrolein, Formaldehyde, Methanol, Phenol, Propionaldehyde, MIBK (4-Methyl-2-Pentanone), Styrene |
FB |
30701540 |
Fiber Washer: Softwood |
Fiber washer |
FB, washer, softwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol |
FB |
30701541 |
Fiber Washer: Hardwood |
Fiber washer |
Fiberboard, Fiberboard washer, softwood (SCC 3-07-015-40) |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol |
FB |
30701542 |
Fiber Washer: Mixed Softwood/Hardwood |
Fiber washer |
FB, washer, softwood |
AP-42, Ch 10.6.4 |
lb/ODT |
Acetaldehyde Formaldehyde-Methanol |
FB |
30701551 |
Wet Fiberboard Former: Vacuum: All Binder Systems |
Former |
FB, former, wet, 6-12% asphalt |
AP-42, Ch 10.6.4 |
lb/MSF 1/2 |
Acetaldehyde, Formaldehyde, Methanol, Toluene |
FB |
30701561 |
Panel Trim Chipper |
Panel trim chipper |
|
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
FB |
30701562 |
Sawing Operations |
Finishing saw |
|
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
FB |
30701567 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
|
|
|
- |
FB |
30701568 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
|
|
|
- |
FB |
30701591 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
- |
FB |
30701592 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
FB |
30701599 |
Other Not Classified |
Other |
|
|
|
- |
LVL |
30701601 |
Hardwood Veneer Dryer: Indirect-heated: Heated Zones |
Hardwood veneer dryer |
Plywood, Indirect heated, heated zones, hardwood (SCC 3-07-007-56) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
LVL |
30701602 |
Hardwood Veneer Dryer: Indirect-heated: Cooling Section |
Hardwood veneer dryer |
Plywood, Indirect heated, cooling section, hardwood (SCC 3-07-007-57) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, MIBK (4-Methyl-2-Pentanone) |
LVL |
30701603 |
Softwood Veneer Dryer: Indirect-heated: Heated Zones |
Softwood veneer dryer |
Plywood, Indirect heated, heated zones, softwood (SCC 3-07-007-62) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) , –Benzene, , |
LVL |
30701604 |
Softwood Veneer Dryer: Indirect-heated: Cooling Section |
Softwood veneer dryer |
Plywood, Indirect heated, cooling section, softwood (SCC 3-07-007-63) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone), Xylenes |
LVL |
30701605 |
Hardwood Veneer Dryer: Direct Wood-fired: Heated Zones |
Hardwood veneer dryer |
Plywood, Direct wood-fired, heated zones, hardwood (SCC 3-07-007-34) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol , HAP metals |
LVL |
30701606 |
Hardwood Veneer Dryer: Direct Wood-fired: Cooling Section |
Hardwood veneer dryer |
Plywood, Direct wood-fired, cooling section, hardwood (SCC 3-07-007-35) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
BDL |
LVL |
30701607 |
Softwood Veneer Dryer: Direct Wood-fired: Heated Zones |
Softwood veneer dryer |
Plywood, Direct wood-fired, heated zones, softwood (SCC 3-07-007-36) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Formaldehyde |
LVL |
30701608 |
Softwood Veneer Dryer: Direct Wood-fired: Cooling Section |
Softwood veneer dryer |
Plywood, Direct natural gasfired, cooling section, softwood (SCC 3-07-007-53) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol |
LVL |
30701609 |
Hardwood Veneer Dryer: Direct Natural Gas-fired: Heated Zones |
Hardwood veneer dryer |
Plywood, Direct wood-fired, heated zones, hardwood (SCC 3-07-007-34) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol , HAP metals |
LVL |
30701610 |
Hardwood Veneer Dryer: Direct Natural Gas-fired: Cooling Section |
Hardwood veneer dryer |
Plywood, Direct wood-fired, cooling section, hardwood (SCC 3-07-007-35) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
BDL |
LVL |
30701611 |
Softwood Veneer Dryer: Direct Natural Gas-fired: Heated Zones |
Softwood veneer dryer |
Plywood, Direct natural gasfired, heated zones, softwood (SCC 3-07-007-52) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Acrolein Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, MIBK (4-Methyl-2-Pentanone), Styrene, Toluene, Xylenes, HAP Metals |
LVL |
30701612 |
Press: Phenol Formaldehyde Resin |
Engineered wood products press |
LVL, LVL Hot press, PF resin |
AP-42, Ch 10.9 |
lb/MCF |
Acetaldehyde, Formaldehyde, Methanol, Propionaldehyde |
LVL |
30701613 |
Softwood Veneer Dryer: Direct Natural Gas-fired: Cooling Section |
Softwood veneer dryer |
Plywood, Direct natural gasfired, cooling section, softwood (SCC 3-07-007-53) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol |
LVL |
30701614 |
Press: Non-Phenol Formaldehyde Resin |
Engineered wood products press |
LSL, LSL Hot press, MDI resin (SCC 3-07-016-50) |
AP-42, Ch 10.9 |
lb/MCF |
Formaldehyde, MDI |
LVL |
30701615 |
Veneer Redryer: Radio Frequency-heated: Softwood |
Veneer redryer |
Plywood, Radio frequencyheated redryer, softwood (SCC 3-07-007-71) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
LVL |
30701616 |
Veneer Redryer: Radio Frequency-heated: Hardwood |
Veneer redryer |
Plywood, Radio frequencyheated redryer, softwood (SCC 3-07-007-71) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
LVL |
30701617 |
Veneer Redryer: Non-RF Heat: Softwood |
Veneer redryer |
|
No EF available |
|
- |
LVL |
30701618 |
Veneer Redryer: Non-RF Heat: Hardwood |
Veneer redryer |
|
No EF available |
|
- |
LVL |
30701619 |
Sanding Operations |
Finishing sander |
OSB, Sanderdust metering bin (SCC 3-07-010-62) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
LVL |
30701623 |
Hammermill/Chipper: Dry Wood Material |
Panel trim chipper |
LVL, LVL I-beam saw (SCC 3-07-016-20) |
AP-42, Ch 10.9 |
lb/MCF |
Methanol |
LVL |
30701624 |
Hammermill/Chipper: Mixed Green and Dry Wood Material |
Panel trim chipper |
LVL, LVL I-beam saw (SCC 3-07-016-20) |
AP-42, Ch 10.9 |
lb/MCF |
Methanol |
LVL |
30701627 |
Sawing Operations: Dry Veneer and Laminated Veneer Lumber (LVL) Trimming |
Finishing saw |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
Methanol |
LVL |
30701628 |
Log Steaming Vat |
Log vat |
Plywood, Softwood plywood, log steaming vat (SCC 3-07-007-89) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde,Methanol |
LVL |
30701629 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
LVL |
30701633 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
-Methanol |
LVL |
30701634 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
-Methanol |
LVL |
30701635 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
- |
LVL |
30701639 |
Other Not Classified |
Other |
|
|
|
- |
I-joist |
30701670 |
Curing Chamber |
Engineered wood products press |
I-Joist, I-Joist curing chamber (SCC 3-07-016-30) |
AP-42, Ch 10.9 |
lb/MLF |
Formaldehyde, Methanol |
I-joist |
30701671 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
I-joist |
30701672 |
Sawing Operations |
Finishing saw |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
-Methanol |
I-joist |
30701679 |
Other Not Classified |
Other |
|
|
|
- |
GLULAM |
30701680 |
Press/Curing Chamber: Phenol-Resorcinol-Formaldehyde (PRF) resin |
Engineered wood products press |
I-Joist, I-Joist curing chamber (SCC 3-07-016-30) |
AP-42, Ch 10.9 |
lb/MLF |
Formaldehyde, Methanol |
GLULAM |
30701681 |
Press/Curing Chamber: Non-Phenol-Resorcinol-Formaldehyde (PRF) Resin |
Engineered wood products press |
LSL, LSL Hot press, MDI resin (SCC 3-07-016-50) |
AP-42, Ch 10.9 |
lb/MCF |
Formaldehyde, MDI |
GLULAM |
30701682 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
GLULAM |
30701683 |
Chippers |
Other |
LVL, LVL I-Beam Saw (SCC 3-07-016-20) |
AP-42, Ch 10.9 |
lb/MLF |
Methanol |
GLULAM |
30701684 |
Sanding Operations |
Finishing sander |
OSB, Sanderdust metering bin (SCC 3-07-010-62) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
GLULAM |
30701685 |
Sawing Operations |
Finishing saw |
LVL, LVL I-Beam Saw (SCC 3-07-016-20) |
AP-42, Ch 10.9 |
lb/MLF |
Methanol |
GLULAM |
30701689 |
Other Not Classified |
Other |
|
|
|
- |
LSL |
30701701 |
Rotary Strand Dryer: Direct Wood-fired: Hardwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde, HAP metals |
LSL |
30701702 |
Rotary Strand Dryer: Direct Wood-fired: Softwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde, HAP metals |
LSL |
30701703 |
Rotary Strand Dryer: Direct Wood-fired: Mixed Softwood/Hardwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde, HAP metals |
LSL |
30701704 |
Rotary Strand Dryer: Direct Natural Gas-fired: Softwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde |
LSL |
30701705 |
Rotary Strand Dryer: Direct Natural Gas-fired: Hardwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde |
LSL |
30701706 |
Rotary Strand Dryer: Direct Natural Gas-fired: Mixed Softwood/Hardwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde |
LSL |
30701707 |
Rotary Strand Dryer: Indirect-heated: Softwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde |
LSL |
30701708 |
Rotary Strand Dryer: Indirect-heated: Hardwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde |
LSL |
30701709 |
Rotary Strand Dryer: Indirect-heated: Mixed Softwood/Hardwood |
Rotary strand dryer |
LSL, LSL rotary dryer, direct wood-fired, hardwood (SCC 3-07-016-40) |
AP-42, Ch 10.9 |
lb/ODT |
Acrolein, Formaldehyde |
LSL |
30701710 |
Conveyor Dryer: Heated Zones: Hardwood |
Conveyor strand dryer |
LSL, LSL conveyor dryer, indirect-heated, hardwood (SCC 3-07-016-41) |
AP-42, Ch 10.9 |
lb/ODT |
BDL |
LSL |
30701711 |
Conveyor Dryer: Heated Zones: Softwood |
Conveyor strand dryer |
LSL, LSL conveyor dryer, indirect-heated, hardwood (SCC 3-07-016-41) |
AP-42, Ch 10.9 |
lb/ODT |
BDL |
LSL |
30701712 |
Conveyor Dryer: Heated Zones: Mixed Hardwood/Softwood |
Conveyor strand dryer |
LSL, LSL conveyor dryer, indirect-heated, hardwood (SCC 3-07-016-41) |
AP-42, Ch 10.9 |
lb/ODT |
BDL |
LSL |
30701713 |
Conveyor Dryer: Unheated Zones: All Species |
Conveyor strand dryer |
LSL, LSL conveyor dryer, indirect-heated, hardwood (SCC 3-07-016-41) |
AP-42, Ch 10.9 |
lb/ODT |
BDL |
LSL |
30701720 |
Press: Methylene Diphenyl Diisocyanate (MDI) Adhesive |
Engineered wood products press |
LSL Hot press, MDI resin (SCC 3-07-016-50) |
AP-42, Ch 10.9 |
lb/ODT |
Formaldehyde, MDI |
LSL |
30701721 |
Press: Non-Methylene Diphenyl Diisocyanate (MDI) Adhesive |
Engineered wood products press |
LVL, LVL Hot press, PF resin |
AP-42, Ch 10.9 |
lb/MCF |
Acetaldehyde, Formaldehyde, Methanol, Propionaldehyde |
LSL |
30701722 |
Blender: Methylene Diphenyl Diisocyanate (MDI) Adhesive |
Blender |
OSB, Blender (PF & MDI) (SCC 3-07-010-60) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
LSL |
30701723 |
Blender: Non-Methylene Diphenyl Diisocyanate (MDI) Adhesive |
Blender |
OSB, Blender (PF & MDI) (SCC 3-07-010-60) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Formaldehyde, Methanol |
LSL |
30701724 |
Former Operations: Methylene Diphenyl Diisocyanate (MDI) Adhesive |
Former |
|
No EF available |
|
- |
LSL |
30701725 |
Former Operations: Non-Methylene Diphenyl Diisocyanate (MDI) Adhesive |
Former |
|
No EF available |
|
- |
LSL |
30701730 |
Sanding Operations |
Finishing sander |
OSB, Sanderdust metering bin (SCC 3-07-010-62) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
LSL |
30701731 |
Sawing Operations |
Finishing saw |
LVL, LVL I-beam saw (SCC 3-07-016-20) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
LSL |
30701735 |
Hammermill/Chipper: Dry Wood Material |
Panel trim chipper |
LVL, LVL I-beam saw (SCC 3-07-016-20) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
LSL |
30701736 |
Hammermill/Chipper: Mixed Green and Dry Wood Material |
Panel trim chipper |
LVL, LVL I-beam saw (SCC 3-07-016-20) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
LSL |
30701737 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
LSL |
30701739 |
Other Not Classified |
Other |
|
|
|
- |
PSL |
30701740 |
Hardwood Veneer Dryer: Indirect-heated: Heated Zones |
Hardwood veneer dryer |
Plywood, Indirect heated, heated zones, hardwood (SCC 3-07-007-56) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) |
PSL |
30701741 |
Hardwood Veneer Dryer: Indirect-heated: Cooling Section |
Hardwood veneer dryer |
Plywood, Indirect heated, cooling section, hardwood (SCC 3-07-007-57) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, MIBK (4-Methyl-2-Pentanone) |
PSL |
30701742 |
Softwood Veneer Dryer: Indirect-heated: Heated Zones |
Softwood veneer dryer |
Plywood, Indirect heated, heated zones, softwood (SCC 3-07-007-62) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone) Acrolein, Propionaldehyde, Benzene, Toluene, Xylenes |
PSL |
30701743 |
Softwood Veneer Dryer: Indirect-heated: Cooling Section |
Softwood veneer dryer |
Plywood, Indirect heated, cooling section, softwood (SCC 3-07-007-63) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol, MIBK (4-Methyl-2-Pentanone), Xylenes |
PSL |
30701744 |
Hardwood Veneer Dryer: Direct Wood-fired: Heated Zones |
Hardwood veneer dryer |
Plywood, Direct wood-fired, heated zones, hardwood (SCC 3-07-007-34) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol , HAP metals |
PSL |
30701745 |
Hardwood Veneer Dryer: Direct Wood-fired: Cooling Section |
Hardwood veneer dryer |
Plywood, Direct wood-fired, cooling section, hardwood (SCC 3-07-007-35) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
BDL |
PSL |
30701746 |
Softwood Veneer Dryer: Direct Wood-fired: Heated Zones |
Softwood veneer dryer |
Plywood, Direct natural gasfired, heated zones, softwood (SCC 3-07-007-52) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Acrolein Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, MIBK (4-Methyl-2-Pentanone), Styrene, Toluene, Xylenes, HAP Metals |
PSL |
30701747 |
Softwood Veneer Dryer: Direct Wood-fired: Cooling Section |
Softwood veneer dryer |
Plywood, Direct natural gasfired, cooling section, softwood (SCC 3-07-007-53) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol |
PSL |
30701748 |
Hardwood Veneer Dryer: Direct Natural Gas-fired: Heated Zones |
Hardwood veneer dryer |
Plywood, Direct wood-fired, heated zones, hardwood (SCC 3-07-007-34) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol , HAP metals |
PSL |
30701749 |
Hardwood Veneer Dryer: Direct Natural Gas-fired: Cooling Section |
Hardwood veneer dryer |
Plywood, Direct wood-fired, cooling section, hardwood (SCC 3-07-007-35) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
BDL |
PSL |
30701750 |
Softwood Veneer Dryer: Direct Natural Gas-fired: Heated Zones |
Softwood veneer dryer |
Plywood, Direct natural gasfired, heated zones, softwood (SCC 3-07-007-52) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Acrolein Formaldehyde, Methanol, Phenol, Propionaldehyde, Benzene, MIBK (4-Methyl-2-Pentanone), Styrene, Toluene, Xylenes, HAP Metals |
PSL |
30701751 |
Softwood Veneer Dryer: Direct Natural Gas-fired: Cooling Section |
Softwood veneer dryer |
Plywood, Direct natural gasfired, cooling section, softwood (SCC 3-07-007-53) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol, Phenol |
PSL |
30701752 |
Veneer Redryer: Radio Frequency-heated: Hardwood |
Veneer redryer |
Plywood, Radio frequencyheated redryer, softwood (SCC 3-07-007-71) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
PSL |
30701753 |
Veneer Redryer: Radio Frequency-heated: Softwood |
Veneer redryer |
Plywood, Radio frequencyheated redryer, softwood (SCC 3-07-007-71) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Formaldehyde, Methanol |
PSL |
30701754 |
Veneer Redryer: Other: Hardwood |
Veneer redryer |
|
No EF available |
|
- |
PSL |
30701755 |
Veneer Redryer: Other: Softwood |
Veneer redryer |
|
No EF available |
|
- |
PSL |
30701760 |
Press: Phenol Formaldehyde Resin |
Engineered wood products press |
LVL, LVL Hot press, PF resin |
AP-42, Ch 10.9 |
lb/MCF |
Acetaldehyde, Formaldehyde, Methanol, Propionaldehyde |
PSL |
30701761 |
Press: Non-Phenol Formaldehyde Resin |
Engineered wood products press |
LSL Hot press, MDI resin (SCC 3-07-016-50) |
AP-42, Ch 10.9 |
lb/ODT |
Formaldehyde, MDI |
PSL |
30701765 |
Hammermill/Chipper: Dry Wood Material |
Panel trim chipper |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
Methanol |
PSL |
30701766 |
Hammermill/Chipper: Mixed Green and Dry Wood Material |
Panel trim chipper |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
Methanol |
PSL |
30701767 |
Sanding Operations |
Finishing sander |
OSB, Sanderdust metering bin (SCC 3-07-010-62) |
AP-42, Ch 10.6.1 |
lb/MSF 3/8 |
Methanol |
PSL |
30701769 |
Sawing Operations: Dry Veneer and Parallel Strand Lumber (PSL) Trimming |
Finishing saw |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
Methanol |
PSL |
30701772 |
Combined Process Unit Type Dust Collection: Dry Wood Material |
Other |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
-Methanol |
PSL |
30701773 |
Combined Process Unit Type Dust Collection: Mixed Dry and Green Wood Material |
Other |
LVL I-Beam Saw |
AP-42, Ch 10.9 |
lb/MLF |
-Methanol |
PSL |
30701774 |
Log Steaming Vat |
Log vat |
Softwood plywood, log steaming vat (SCC 3-07-007-89) |
AP-42, Ch 10.5 |
lb/MSF 3/8 |
Acetaldehyde, Methanol |
PSL |
30701776 |
Resin Storage Tanks |
Resin storage tank |
|
No EF available |
|
- |
PSL |
30701777 |
Miscellaneous Coating Operations |
Miscellaneous coating operation |
None |
No EF available |
|
- |
PSL |
30701779 |
Other Not Classified |
Other |
|
|
|
- |
1. Abbreviations: PB=Particleboard; MDF=Medium Density Fiberboard; OSB=Oriented Strand Board; HB=Hardboard; FB=Fiberboard; LVL=Laminate Veneer Lumber; LSL=Laminated Strand Lumber; PSL=Parallel Strand Lumber
2. Pollutants with publicly-available emission factors for the SCC are listed. Pollutants with emission factors based solely on below detection limit (BDL) data are excluded from the table. The organic HAP emissions factors are from AP-42, while the HAP metal emission factors were derived using fuel analysis data for wood-firing. In some cases, no emission factor is available even though the pollutant may reasonably be expected to be emitted. Facilities with more-representative emissions data for their operations should use that data as opposed to the provisional calculations.
HAP Metals: Antimony, Arsenic, Beryllium, Cadmium, Chromium, Cobalt, Lead, Manganese, Mercury, Nickel, Selenium, Chromium III, Chromium VI, Elemental Gaseous Mercury, Gaseous Divalent Mercury, and Particulate Divalent Mercury.
Appendix 9. List of Hazardous Air Pollutants
1,1,2,2-Tetrachloroethane
1,1,2-Trichloroethane
1,1-Dimethyl hydrazine
1,2,4-Trichlorobenzene
1,2-Dibromo-3-chloropropane
1,2-Diphenylhydrazine
1,2-Epoxybutane
1,2-Propylenimine (2-Methyl aziridine)
1,3-Butadiene
1,3-Dichloropropene
1,3-Propane sultone
1,4-Dichlorobenzene(p)
1,4-Dioxane (1,4-Diethyleneoxide)
2,2,4-Trimethylpentane
2,3,7,8-Tetrachlorodibenzo-p-dioxin
2,4,5-Trichlorophenol
2,4,6-Trichlorophenol
2,4-D, salts and esters
2,4-Dinitrophenol
2,4-Dinitrotoluene
2,4-Toluene diamine
2,4-Toluene diisocyanate
2-Acetylaminofluorene
2-Chloroacetophenone
2-Nitropropane
3,3-Dichlorobenzidene
3,3-Dimethoxybenzidine
3,3'-Dimethyl benzidine
4,4'¬-Methylenedianiline
4,4-Methylene bis(2-chloroaniline)
4,6-Dinitro-o-cresol, and salts
4-Aminobiphenyl
4-Nitrobiphenyl
4-Nitrophenol
Acetaldehyde
Acetamide
Acetonitrile
Acetophenone
Acrolein
Acrylamide
Acrylic acid
Acrylonitrile
Allyl chloride
Aniline
Antimony Compounds
Arsenic Compounds (inorganic including arsine)
Asbestos
Benzene (including benzene from gasoline)
Benzidine
Benzotrichloride
Benzyl chloride
Beryllium Compounds
beta-Propiolactone
Biphenyl
Bis(2-ethylhexyl)phthalate (DEHP)
Bis(chloromethyl)ether
Bromoform
Cadmium Compounds
Calcium cyanamide
Captan
Carbaryl
Carbon disulfide
Carbon tetrachloride
Carbonyl sulfide
Catechol
Chloramben
Chlordane
Chlorine
Chloroacetic acid
Chlorobenzene
Chlorobenzilate
Chloroform
Chloromethyl methyl ether
Chloroprene
Chromium Compounds
Cobalt Compounds
Coke Oven Emissions
Cresols/Cresylic acid (isomers and mixture)
Cumene
Cyanide Compounds1
DDE
Diazomethane
Dibenzofurans
Dibutylphthalate
Dichloroethyl ether (Bis(2-chloroethyl)ether)
Dichlorvos
Diethanolamine
Diethyl sulfate
Dimethyl aminoazobenzene
Dimethyl carbamoyl chloride
Dimethyl formamide
Dimethyl phthalate
Dimethyl sulfate
Epichlorohydrin (l-Chloro-2,3-epoxypropane)
Ethyl acrylate
Ethyl benzene
Ethyl carbamate (Urethane)
Ethyl chloride (Chloroethane)
Ethylene dibromide (Dibromoethane)
Ethylene dichloride (1,2-Dichloroethane)
Ethylene glycol
Ethylene imine (Aziridine)
Ethylene oxide
Ethylene thiourea
Ethylidene dichloride (1,1-Dichloroethane)
Fine mineral fibers3
Formaldehyde
Glycol ethers2
Heptachlor
Hexachlorobenzene
Hexachlorobutadiene
Hexachlorocyclopentadiene
Hexachloroethane
Hexamethylene-1,6-diisocyanate
Hexamethylphosphoramide
Hexane
Hydrazine
Hydrochloric acid
Hydrogen fluoride (Hydrofluoric acid)
Hydroquinone
Isophorone
Lead Compounds
Lindane (all isomers)
Maleic anhydride
Manganese Compounds
m-Cresol
Mercury Compounds
Methanol
Methoxychlor
Methyl bromide (Bromomethane)
Methyl chloride (Chloromethane)
Methyl chloroform (1,1,1-Trichloroethane)
Methyl hydrazine
Methyl iodide (Iodomethane)
Methyl isobutyl ketone (Hexone)
Methyl isocyanate
Methyl methacrylate
Methyl tert butyl ether
Methylene chloride (Dichloromethane)
Methylene diphenyl diisocyanate (MDI)
m-Xylenes
N,N-Diethyl aniline (N,N-Dimethylaniline)
Naphthalene
Nickel Compounds
Nitrobenzene
N-Nitrosodimethylamine
N-Nitrosomorpholine
N-Nitroso-N-methylurea
o-Anisidine
o-Cresol
o-Toluidine
o-Xylenes
Parathion
p-Cresol
Pentachloronitrobenzene (Quintobenzene)
Pentachlorophenol
Phenol
Phosgene
Phosphine
Phosphorus
Phthalic anhydride
Polychlorinated biphenyls (Aroclors)
Polycylic Organic Matter4
p-Phenylenediamine
Propionaldehyde
Propoxur (Baygon)
Propylene dichloride (1,2-Dichloropropane)
Propylene oxide
p-Xylenes
Quinoline
Quinone
Radionuclides (including radon)5
Selenium Compounds
Styrene
Styrene oxide
Tetrachloroethylene (Perchloroethylene)
Titanium tetrachloride
Toluene
Toxaphene (chlorinated camphene)
Trichloroethylene
Triethylamine
Trifluralin
Vinyl acetate
Vinyl bromide
Vinyl chloride
Vinylidene chloride (1,1-Dichloroethylene)
Xylenes (isomers and mixture)
NOTE: For all listings above which contain the word “compounds” and for glycol ethers, the following applies: Unless otherwise specified, these listings are defined as including any unique chemical substance that contains the named chemical (i.e., antimony, arsenic, etc.) as part of that chemical’s infrastructure.
1-5. For more information, see: https://www.epa.gov/haps/initial-list-hazardous-air-pollutants-modifications.
1. X'CN where X = H' or any other group where a formal dissociation may occur. For example, KCN or Ca(CN)2
2. Includes mono- and di- ethers of ethylene glycol, diethylene glycol, and triethylene glycol R-(OCH2CH2)n-OR' where n = 1, 2, or 3
R = alkyl or aryl groups
R' = R, H, or groups which, when removed, yield glycol ethers with the structure: R-(OCH2CH)n-OH. Polymers are excluded from the glycol category. (See Modification)
3. Includes mineral fiber emissions from facilities manufacturing or processing glass, rock, or slag fibers (or other mineral derived fibers) of average diameter 1 micrometer or less.
4. Includes organic compounds with more than one benzene ring, and which have a boiling point greater than or equal to 100 ºC.
5. A type of atom which spontaneously undergoes radioactive decay.
Appendix 10. Resources for Estimating Emissions
Primary emissions data sources are preceded with an asterisk (*); all other references are secondary.
EPA Publications
EPA. 2000. Background Information Document for Proposed Plywood and Composite Wood Products NESHAP. EPA-453/R-01-004. Research Triangle Park, NC: U.S. Environmental Protection Agency, Office of Air Quality Planning and Standards. https://www.regulations.gov/#!documentDetail;D=EPA-HQ-OPPT-2012-0018-0364.
* EPA. 2003. Compilation of Air Pollution Emission Factors. Volume 1: Stationary Point and Area Sources (5th Edition). AP-42. Chapter 10, Wood Products Industry; https://www3.epa.gov/ttn/chief/ap42/ch10/final/c10s00.pdf
NCASI Publications
The following list of NCASI publications is available to NCASI members. Contact: National Council for Air and Stream Improvement, Inc. Southern Regional Center; 402 SW 140th Terrace, Newberry, FL 32669; Phone (352) 331-1745.
National Council for Air and Stream Improvement, Inc. (NCASI). 1996. A Small –Scale Kiln Study on Method 25A Measurements of Volatile Organic Compound Emissions from Lumber Drying. Technical Bulletin No. 718. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 1996. Laboratory and Limited Field Measurements of VOC Emissions from Wood Residuals. Technical Bulletin No. 723. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 1999. Volatile Organic Compound Emissions from Wood Products Manufacturing Facilities; Part I – Plywood. Technical Bulletin No. 768. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 1999. Volatile Organic Compound Emissions from Wood Products Manufacturing Facilities; Part II – Engineered Wood Products. Technical Bulletin No. 769. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 1999. Volatile Organic Compound Emissions from Wood Products Manufacturing Facilities; Part III – Medium Density Fiberboard. Technical Bulletin No. 770. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 1999. Volatile Organic Compound Emissions from Wood Products Manufacturing Facilities; Part IV – Particleboard. Technical Bulletin No. 771. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 1999. Volatile Organic Compound Emissions from Wood Products Manufacturing Facilities; Part V – Oriented Strandboard. Technical Bulletin No. 772. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 1999. Volatile Organic Compound Emissions from Wood Products Manufacturing Facilities; Part VI – Hardboard and Fiberboard. Technical Bulletin No. 773. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2002. A Comparative Study of VOC Emissions from Small-Scale and Full-Scale Lumber Kilns Drying Southern Pine. Technical Bulletin No. 845. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2002. Review of EPA Regulations and Guidance Related to VOC Emissions. Special Report No. 02-04. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2003. An Evaluation of Control Efficiency at Different Combustion chamber Temperatures for Regenerative Thermal Oxidizers Installed on Panel Plant Wood Furnish Dryers. Technical Bulletin No. 865. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2003. An Evaluation of Credit-Generating Emission Sources for Use in the Emissions Averaging Compliance Option Under the Wood Products NESHAP. Technical Bulletin No. 869. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2004. Canadian Environmental Protection Act Aldehydes and the Forest Products Industry. Technical Bulletin No. 874. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2008. Wood Products Air Quality Technical Information Document. Special Report No. 08-01. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2011. Characterization, Measurement and Reporting of Volatile Organic Compounds Emitted from Southern Pine Wood Products Sources. Technical Bulletin No. 991. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 2013. A Comprehensive Compilation and Review of Wood-Fired Boiler Emissions. Technical Bulletin No. 1013. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2008 and 2014. Lumber Kiln Emissions Literature and Kiln Emission Factors White Paper; An Update and Addendum To The 2008 Lumber Kiln Emissions White Paper. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
* National Council for Air and Stream Improvement, Inc. (NCASI). 2013. Air Emissions Database - Wood Products. http://www.ncasi.org/Programs/Air-Quality/Resources/Air-Emissions-Database---Wood-Products/Index.aspx. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
National Council for Air and Stream Improvement, Inc. (NCASI). 2015. Air Emissions Databases - Pulp and Paper. http://www.ncasi.org/Programs/Air-Quality/Resources/Air-Emissions-Database---Pulp-and-Paper/Index.aspx. Research Triangle Park, N.C.: National Council for Air and Stream Improvement, Inc.
Peer Reviewed Scientific Journal References
Dahlen, J., Prewitt, L., Shmulsky, R., and Jones, D. 2011. Hazardous air pollutants and volatile organic compounds emitted during kiln drying of southern pine lumber to interior and export moisture specifications. Forest Prod. J. 61(3):229-234.
McDonald, A.G., Gifford, J.S., Steward, D., Dare, P.H., Riley, S., and Simpson, I. 2004. Air emissions from timber drying: High temperature drying and re-drying of CCA treated timber. Holz Roh-Werkst. 62:291-302.
Milota, M., and Mosher, P. 2006. Emissions from western hemlock lumber during drying. Forest Prod. J. 56(5):66-70.
Milota, M.R. 2003. HAP and VOC emissions from white fir lumber dried at high and conventional temperatures. Forest Prod. J. 53(3):60-64
Otwell, L.P., Hittmeir, M.E., Hooda, U., Yan, H., Su, W., and Banerjee, S. 2000. HAPs released from wood drying. Environ. Sci. Technol. 34: 2280-2283.
Su, W., Yan, H., Banerjee, S., Otwell, L.P., and Hittmeier, M. 1999. Field-proven strategies for reducing volatile organic carbons from hardwood drying. Environ. Sci. Technol. 33:1056-1059.
Dioxin/Furan Congeners and Toxic Equivalency Factors
Should emissions of dioxin/furan emissions be reported, they will need to be speciated into individual congeners and converted to 2,3,7,8-TCDD toxic equivalency (TEQ) for the EPA’s risk analyses. The congeners of interest are listed in Table 10-1 below, along with the toxic equivalency factor (TEF) used to express the mass of each congener in terms of its 2,3,7,8-TCDD TEQ. Multiple the emissions of each congener by the TEF to obtain emissions in terms of TEQ.
Table 10-1. Dioxin/Furan Congeners and Associated Toxic Equivalency Factors
Pollutant code |
Pollutant description |
TEFa |
1746016 |
2,3,7,8-Tetrachlorobenzo-p-Dioxin |
1 |
40321764 |
1,2,3,7,8-Pentachlorodibenzo-p-Dioxin |
1 |
39227286 |
1,2,3,4,7,8-Hexachlorodibenzo-p-Dioxin |
0.1 |
57653857 |
1,2,3,6,7,8-Hexachlorodibenzo-p-Dioxin |
0.1 |
19408743 |
1,2,3,7,8,9-Hexachlorodibenzo-p-Dioxin |
0.1 |
35822469 |
1,2,3,4,6,7,8-Heptachlorodibenzo-p-Dioxin |
0.01 |
3268879 |
Octachlorodibenzo-p-Dioxin |
0.0003 |
51207319 |
2,3,7,8-Tetrachlorodibenzofuran |
0.1 |
57117416 |
1,2,3,7,8-Pentachlorodibenzofuran |
0.03 |
57117314 |
2,3,4,7,8-Pentachlorodibenzofuran |
0.3 |
70648269 |
1,2,3,4,7,8-Hexachlorodibenzofuran |
0.1 |
57117449 |
1,2,3,6,7,8-Hexachlorodibenzofuran |
0.1 |
72918219 |
1,2,3,7,8,9-Hexachlorodibenzofuran |
0.1 |
60851345 |
2,3,4,6,7,8-Hexachlorodibenzofuran |
0.1 |
67562394 |
1,2,3,4,6,7,8-Heptachlorodibenzofuran |
0.01 |
55673897 |
1,2,3,4,7,8,9-Heptachlorodibenzofuran |
0.01 |
39001020 |
Octachlorodibenzofuran |
0.0003 |
a TEF values for 2,3,7,8-tetrachlorodibenzo-p-dioxin TEQ, published in 2005 by the World Health Organization, and adopted by the EPA in 2008 for risk assessments.11
1Caution! If you plan to use the provision calculations in the HAP Emissions tab, it is important that you do not redact production rates or fuel data from the spreadsheet until after you have copied/pasted (as values) the results of the provisional calculations. Otherwise the necessary operating data will not be available for the provisional calculations to work.
2 Note that the term “process unit” refers to individual dryers, presses, digesters, board coolers, etc.
3 FRS IDs are also available using the FRS search page, https://www.epa.gov/enviro/frs-query-page. In cases where facilities may have had multiple FRS IDs for different EPA programs, the EPA selected the FRS ID used most recently or appearing to be most comprehensive for inclusion in the PCWP ICR letter.
4 Historical data (if available) from the NEI for emission release point type “07-fugitive area” would have included a fugitive length, width and angle with the longitude/latitude coordinates reported at the southwest corner. The fugitive area emission release point type 07 is being phased out. It is suggested that facilities reviewing historical NEI data for reference in compiling their ICR response replace their fugitive area release type with the most representative fugitive release type from 08 through 10.
6National Toxicology Program (NTP), Annual Report on Carcinogens (latest edition); available at https://ntp.niehs.nih.gov/ntp/roc/content/listed_substances_508.pdf.
7 International Agency for Research on Cancer (IARC) Monographs (latest editions); available at http://monographs.iarc.fr/ENG/Classification/latest_classif.php, and http://monographs.iarc.fr/ENG/Classification/Table4.pdf.
8 Tip: Hit the control and apostrophe keys together [CTRL+’] to quickly copy information from the spreadsheet cell above. This avoids the potential for errors if numbers automatically increment upon dragging/copying downward.
9 A memo titled, Development of a Provisional Emissions Calculations Tool for Inclusion in the PCWP ICR, in docket EPA-HQ-OAR-2016-0243 describes the EPA’s approach to selecting emission factors. A “set” of emission factors refers to the group of emission factors for all pollutants for a given SCC. Thus, the “Most Closely Related Available Emission Factor Description” is the same for each pollutant for a given SCC.
10 Facilities may, but are not required to, supply emission test reports for prior configurations (for example, tests conducted prior to CARB ATCM resin changes or prior to APCD installation). Such data could be useful to the EPA for assessing before-and-after configuration-change performance.
11 U.S. Environmental Protection Agency. Recommended Toxicity Equivalence Factors (TEFs) for Human Health Risk Assessments of 2,3,7,8-Tetrachlorodibenzo-p-dioxin and Dioxin-Like Compounds. Publication No. EPA/100/R-10/005. Available at: http://www.epa.gov/raf/files/tefs-for-dioxin-epa-00-r-10-005-final.pdf. December 2010. (EPA 2010)

| File Type | application/vnd.openxmlformats-officedocument.wordprocessingml.document |
| File Title | Pulp and Paper Sector Survey Overview – Phase I |
| Author | kphanks |
| File Modified | 0000-00-00 |
| File Created | 2021-01-22 |
© 2026 OMB.report | Privacy Policy